
















Dişliler gibi karmaşık parçaların 5 eksenli freze makinelerinde üretimi, son zamanlarda ileri üretim süreci olarak artmaktadır.
Ancak bu tarz bir üretim, tam ve kesin bir 3B data gerektirir. KISSsoft, daha sonraki işlemlerde CAD veya CAM yazılımlarında kullanılabilecek doğru 3B modeller üretir.
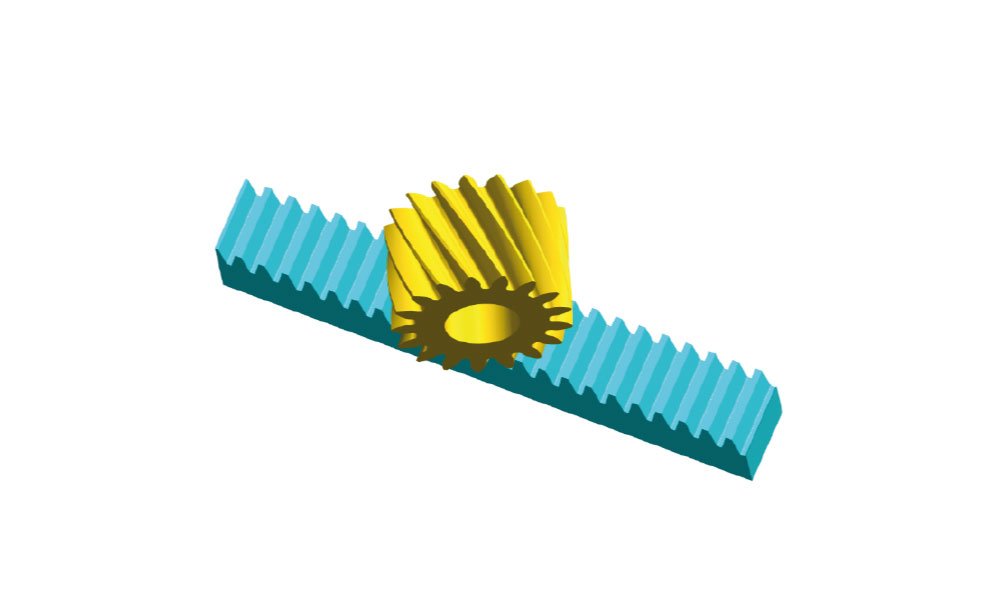
Silindirik dişliler
Program, tüm olası yanak modifikasyonları dahil olmak üzere, düz ve helisel yanaklı silindirik dişlilerin yanı sıra pinyon ve kremayer dişlileri de üretebilir.
Crowning, profil crowning, helis açısı modifikasyonu ve farklı tiplerde diş başı diş / dibi rahatlatma gibi tipik modifikasyon türlerine ek olarak, serbestçe tanımlanabilen topolojik modifikasyonları da uygulanabilir.
Her yanağın optimum düzeyde çalışabilmesi için farklı modifikasyon türleri sağ ve sol yanaklara ayrı ayrı tanımlanabilir.
Ayrıca ön işleme için protuburance takımı ve gerekli taşlama pasosu kullanılarak hesaplanan bir 3B model çıktısı da alınabilir.

Konik dişli
Düz, helisel ve spiral dişli konik dişliler (ISO 23509’a göre diş derinliği konfigürasyonları) KISSsoft’ta modellenebilir. Spiral dişler için Klingelnberg (cyclo-palloid®) ve Gleason (‘face hobbing’ ve ‘face milling’) tarafından belirlenen kesme yöntemleri de kullanılabilmektedir.
Sağ ve sol yanaklar için asimetrik olarak bombelik, profil bombelik, kavrama açısı ve helis açısı modifikasyonlarının yanı sıra burulma ve topolojik modifikasyon da uygulanabilir.
Tüm bu modifikasyonlar doğrudan 3B modele uygulanır. Ön işleme adımları da ayrıca 3B model olarak alınabilir. Eksen sapmalarını modifiye etme seçeneği, yüzey modeli kullanılarak, tasarım sürecinin ilk aşamasında ve yüksüz koşulda VHJ kontrolünün yapılmasını mümkün kılar.
Kontak izi sağlaması için yüzey model
Yüzey modeli, her kavrama noktasında yüksüz temas izinin doğrulanmasını kolaylaştırır. Gerçek montaj koşullarını simüle etmek için eksen sapması hatası, eksen eğim hatası ve merkez mesafesi gibi önceden tanımlanmış parametreleri de değiştirebilirsiniz.
Sonsuz vidalar
- Silindirik sonsuz vida ve kavisli dişli çarkı
- ISO/TR 10828:2015’e göre sonsuz dişli profili
- Sonsuz dişli çarkı kesici modifikasyonları
- Program, silindirik sonsuz vida ile kavisli sonsuz dişli çarkının 3B modellerini üretir. Sonsuz vida profili; A, I, N, K ve C diş profili türleri için ISO/TR 10828’e göre hesaplanır.
- Sonsuz dişli çarkının kesici takım ve üretim süreci modifikasyonu, temas izini optimize etmek ve dolayısıyla çalışma performansını iyileştirmek için büyük boyutlu bir sonsuz dişli kesici takımının girilmesini ve kesici takımın basınç açısının ve şaft açısının değiştirilmesini mümkün kılar.
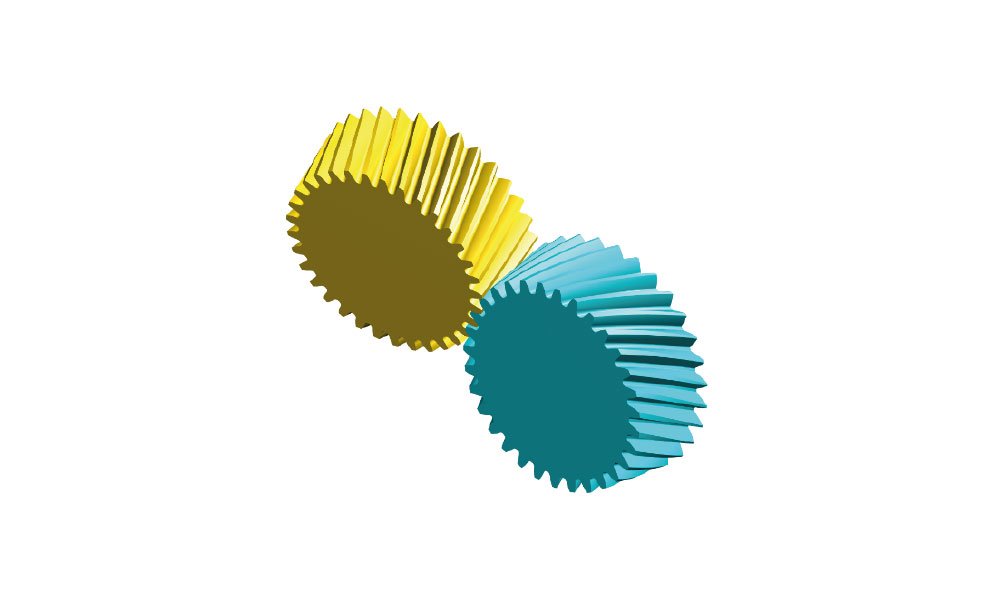
Çapraz helis dişli ve kremayer
KISSsoft ile çapraz helis dişli ve kremayer sistemi hesaplamak da mümkün.
Özellikle otomotiv sektöründe bu tür mekanizmalar, direksiyon sistemleri için sıklıkla kullanılmaktadır. Sürtünme katsayısının girilmesi ve kayma hızlarının yanı sıra kuvvetlerin de hesaplanmasıyla, verimlilik artık hesaplanabilir ve optimize edilebilir durumda.
Dik eksenli alın dişlisi
Dik eksenli alın dişlileri ve pinyonlar da 3B modeller olarak çıktı alınabilir. Pinyonlar için kullanılan 3B modeller, silindirik dişliler için olanlarla aynı işlevselliğe sahiptir.
Eğimli konik dişliler
Konik dişliler olarak da adlandırılan eğimli konik dişliler, önceden tanımlanmış bir açıyla eğilmiş kremayer benzeri bir takım kullanılarak üretilir. 3B modelde kontak izini optimize etmenize yardımcı olmak için helis açısı modifikasyonu veya negatif bombelik gibi yanak modifikasyonları mevcuttur.
Diş kontağı daha sonra grafiksel kontak analizi yöntemi kullanılarak doğrulanabilir ve 3B modeller, FEM analizi ve 5 eksenli frezeleme gibi sonraki işlemler için dışa aktarılabilir.
Ölçüm noktaları raporu
Klingelnberg ve Gleason ölçüm makineleri için hazırlanan ölçüm noktaları raporları, dişlerin yanak ve diş dibi alanlarının topolojisini ölçmenize yardımcı olacaktır. Silindirik dişliler, çapraz helis dişliler, konik dişliler, eğimli konik dişliler, alın dişlileri ve sonsuz vidalar için ölçüm noktaları almak mümkündür. Ayrıca evolvent spline’ler için de bu imkan vardır.
3B çıktı seçenekleri
KISSsoft’taki 3B modeller hem STEP hem de Parasolid formatlarında alınabilir. Ayrıca 3B modeller, CAM için tek bir diş formu halinde de hazırlanabilir.
Test lisansı için web sitemizden bize ulaşabilirsiniz.
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.










