















Kıymıksız ve olabildiğince çapaksız süratli uzunlamasına kesim: Kollmorgen Automation Suite metal işleme branşına tempo getiriyor.
Kıymıksız, kusursuz uzunlukta ve olabildiğince çapaksız kesim kenarları özel olarak olarak üretilen boru parçaları için önemli kalite özellikleri. Ayrıca daha sonra makine üretiminde ve özellikle otomobil endüstrisinde yapı parçaları olarak yerlerini alıyorlar. Bu alanda uzman olan Großkampenberg´de bulunan FZH Mashienenbau firması boru kesme sistemi Vario ince çeperli borular için tasarlandı ve Kollmorgen´ın Motion Control (Hareket Kontrolü) çözümlerinden biriyle çalışıyor. Tahrik ve Kontrol teknolojisinin tasarımı için Eifel´de bulunan firma Quality Automation GmbH´nın mühendislik alanındaki uzmanlarını projeye dahil etti.
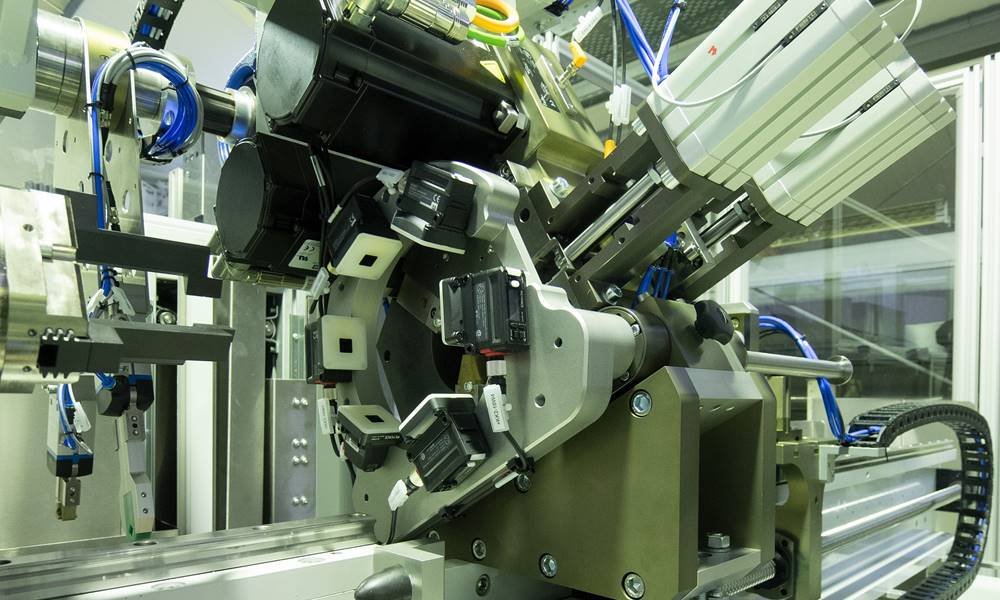
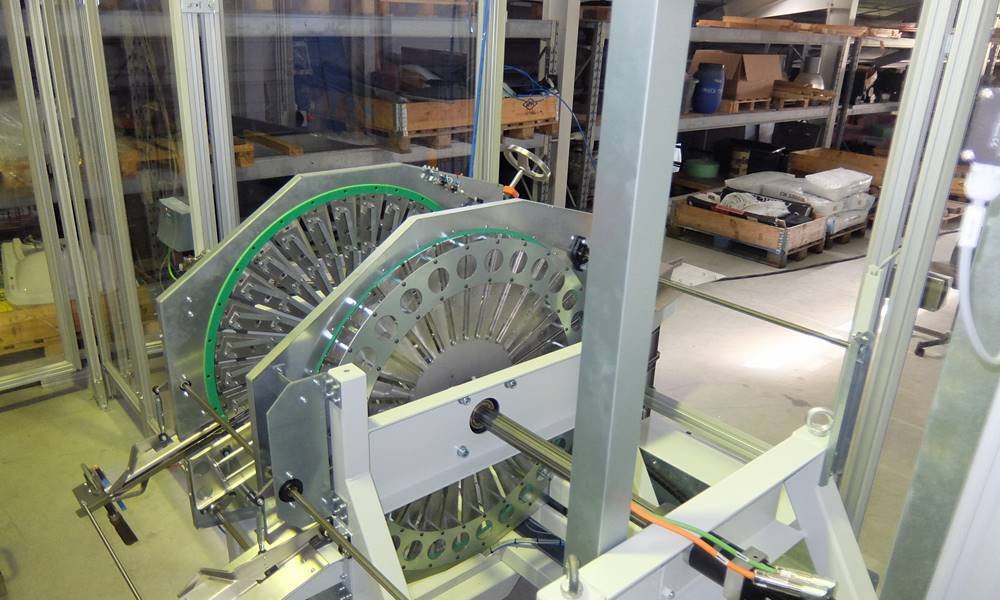
Farklı çap ve alaşımlardan oluşan boruların tam istenilen uzunluklarda kesilmesi için tesisin başlangıcında bir tambur şarjörü borucuklara tamponlama uygular. Buradan itibaren servo motorla tahrik edilen bir işleme sistemi döner ve doğrusal eksenlerle kesim tesisinin otomatik olarak donatılmasını üstlenir. Kesme işleminin merkezinde, ortası kesilecek olan boruya tutucu bir birim aracılığıyla doğrusal bir eksenden konumlandırılan bir kesim başlığı bulunuyor. Üç yuvarlak bıçağın hangi konumdan yüzeyle buluşacağı bir işaretle tespit ediliyor. Kesim işaretini önceki işleme sürecinde bir lazer birimi, güncel üretim ödevinin gereksinimle uygun olarak yerine getiriyor. İşaret; FZH´nin ayırma başlığına entegre ettiği bir optik sensör tarafından tanınıyor.
Tek elden otomasyon
Kompleks aşamaların mühendisliği için Eifel´in makine üreticileri sıkı bir ortaklıkla Quality Automation GmbH (QA) firmasıyla birlikte çalışıyor. Kollmorgen´ın Aachen bölgesinde Stolberg´de bulunan sistem ortağı bu projede tesisin tüm otomasyonunu tasarlayıp gerçekleştirme görevini aldı. QA Şirket yönetim kurulu üyesi Friedhelm Steffens şunları söylüyor: “Elektrik konstüksiyonu, CE-Dokümantasyonu, şalt dolabının kurulumu, yazılım geliştirme ve son olarak tesisin işletime alınması bizim elimizde” Kesim başlığının, tesisin sonraki makine operatörlerinin farklı boru çapları, çeper kalınlıkları ve malzemeler için kullanabileceği bir şekilde otomatikleştirilmesi de ayrıca hedeftir. FZH müşterileri özellikle otomotiv yan sanayiden. Friedhelm Steffens ayrıca şunları belirtiyor: “Farklı görevleri, düşük parça sayılarında dahi ekonomik şekilde üretebilmek için esnekliğin de ayrıca sağlanması gerekiyor.”
QA kesim başlığının aktüatörünü iki servo tahrikle birleştirerek dönüştürdü. Kol taşıyıcı denilen disk üç dairesel kesme bıçağını, kesilecek borunun dış çevresi boyunca tanımlanmış bir rotasyon hızına getirir. Kam diski ekseni daha sonra üç bıçağın materyale tam olarak tespit edilen profil kılavuzuyla girmesini sağlar. Bu bağlantının koordinasyonu ve düzenlemesi Kollmorgen´a ait AKD PDMM ile sağlanır. Cihaz, servo sürücü ile kombine serbest programlanabilir bir Motion Control kumandasını aynı gövdede sunmaktadır. AKD PDMM kol taşıyıcı diski çalıştırır ve ayrıca ethercat iletişimi yoluyla Kollmorgen´ın bir diğer AKD tipi servo sürücüyü kontrol eder. Tesisin kontrolü yönünde AKD PDMM yeniden Profinet üzerinden Siemens kumandası ile Profinet master olarak iletişim kurar.
Kolayca hareket programlama
QA, tüm hareket akışlarını ve iki tahrikin senkronizasyonunu Kollmorgen Automation Suite (KAS) yardımıyla gerçekleştirdi. Geliştirme platformu AKD PDMM içerisine entegre. Servo güçlendirici böylece yüksek performanslı bir SPS ve Motion Control işlevselliğine sahip. Ayrıca akışlar, Pipe Network grafik programlama ortamı kullanılarak hızlı ve basit şekilde programlanabiliyor. Buna ek olarak IEC 61131-3´ün standart hale gelen beş dili akış kontrolü için ve PLCopen MotiON Control fonksiyon yapı taşları hareket kumandası için mevcuttur.
Kıymıksız ve çapaksız borular
Pipe Network ile çalışmak Kollmorgen Automation Suite dahilindeki en dikkat çekici bölümler arasında yer alıyor. Pipe Network FZH´yi kesim sürecinin karmaşık bağlantılarını sadeleştirip modüler tasarlayabilecek konuma getiriyor. Bu yolla tüm parça hareketleri kendi içinde ayrıca ve diğerlerinden bağımsız olarak ayarlanabiliyor. Mühendislikteki bu modülarite, farklı materyali, çeper kalınlığı ve çapı olan her boru için kesim sürecini en iyi şekilde düzenlemeyi oldukça basit hale getiriyor. Kesim esnasında kol taşıma diski ve kam diski birbirleriyle senkronize şekilde hareket ediyor ve böylece bıçak borunun çevresini dolaşıyor. Kam diskinin (sürüş takımı veya elektronik eğri olarak seçilebilir) üst üste binen hareketi yoluyla bıçak materyalin içine geçer ve boruyu keser. Sert materyallerde ki burada ilk adı geçecek olan paslanmaz çeliktir, içeri geçişin hareket kılavuzunda elektronik ölçeklendirilmiş bir kam diski tutuşu sağlar. Bıçağın öncelikle hızlıca materyalin içine geçmesini sağlar. Daha sonra tempoyu her defasında düşürür ve bu kalan çeper kalınlığına bağlı olarak değişir. Motion Control´deki bu kusursuzluk; dubleks çelikten borularda dahi kıymıksız ve olabildiğince çapaksız ayırmanın temelini oluşturur.
Makine mimarisinin bir uygulamanın eksenleri arasındaki bağımlılıklar da dahil olmak üzere çok kısa sürede genel ve kesin olarak haritasını çıkaran Pipe Network´e geri dönelim. Kullanıcılar neredeyse makinelerini boyarken aynı zamanda programlayabilirler. Çalışma, özel programlama bilgisi olmadan makine üretim uzmanlarının anlayabileceği sofistike bir mekatronik sürücü programlaması ile karşılaştırılabilir. Arka plan: Başka şekilde çok karmaşık olan programlama Pipe Network ile sürükle-bırak fonksiyonu ile grafiksel açıklama yoluyla yerine getiriliyor. Sanal bir ana cihazdan başlayarak tüm işlevler ve bileşenler arasındaki ilişkilerle tüm hareketler ve ayarlar grafiksel açıklama bloklarıyla tanımlanıyor.
Bu çalışma yöntemi, dönüştürmede kesici başlıkta kesme tekerlerinin kam kontrollü bir besleme ve açılma hareketine yol açar. “Böylece önceki ayırma yöntemlerine göre belirgin bir avantaj elde ediyoruz” diyor Friedhelm Steffens. İlk olarak kesici bıçaklar boruya doğru hızlıca hareket ediyor ve sonra durmaksızın daha yavaş tempoda son pozisyona ulaşıp boruyu ayırana dek devam ediyor. Başlangıç pozisyonuna geri dönüş verimliliği göz önünde tutarak yine hızlıca gerçekleşiyor.
Geniş çaplı üretim yelpazesi
Süreç temel haliyle tam olarak tanımlanmıştır ancak ince değişikliklere çok amaçlı olarak uyum sağlayabilir. Sonuçta FHZ ve QA kullanılan tüm malzemeleri kesen bir çözüm geliştirdi. Boru kesme sistemi Vario 4 ila 120 milimetre çapında ve 0,1 ve 2,5 mm (paslanmaz çelik 1,5 mm) çeper kalınlığında çalışıyor. Diğer avantajları soğutma ve yağlama maddesinin kullanılmaması. Steffens “Süreç temiz ve çapaksız kalıyor” diyor. Motion Control´ün esnekliği sayesinde kesici başlık neredeyse tek tuşla yeni bir boru çapına ve farklı materyallere uygun hale geliyor. Seçenekler kumanda masasından seçilebilir. Burada ayrıca besleme hızının ayarlanması gibi tek bir ayarlama da yapılabilir.
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.









