Üniversal işleme merkezlerinde yenilikçi dişli üretimi.
Serbest biçimde frezeleme son yıllarda dişli endüstrisinde yaygın bir şekilde kullanılmaktadır. Serbest biçimde frezeleme, belirli bir formu olmayan standart kesici takımlara sahip üniversal çok eksenli işleme merkezlerinde yapılan dişli üretimidir. Bu yöntemle özellikle büyük boyutlu dişlilerin tek parça, küçük seriler veya yedek parça olarak üretimi daha verimli olmakta ve dişlileri daha uygun şekilde tasarlamak için bir dizi avantajlar sunmaktadır.
Serbest biçimde frezeleme ile modül, kavrama açısı, referans profili veya konik dişlilerde kesme dairesi yarıçapı istenildiği gibi seçilebilir, pahalı özel takımlar gerekli değildir ve ucuz, kolayca bulunabilen standart kesici takımlarla üretim yapılabilir.
İç ve dış dişlilere sahip daha karmaşık parçalar tek bir tezgâhta işlenebilir, bu nedenle özel dişli açma tezgâhları gerekli değildir. İç ve dış silindirik dişliler, çift helisel-çavuş dişliler, ok dişliler, düz/helisel/spiral konik dişliler ve buna benzer diğer parçalar tek ve aynı tezgâhta komple üretilebilirler (Resim 1).

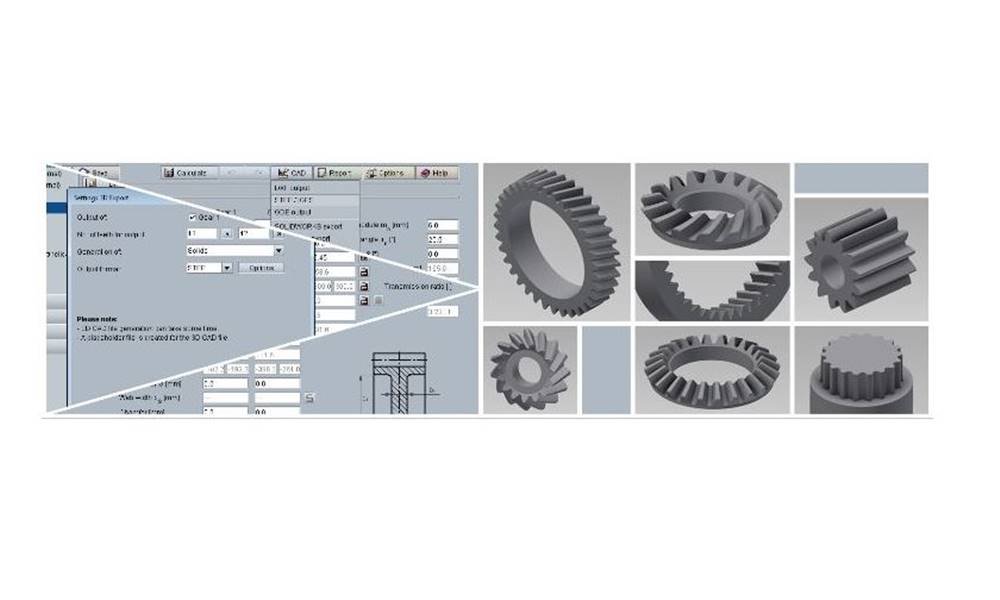
Referans geometrisi olarak 3B dişli formu
3D diş formu, serbest biçimde frezeleme için bir ön koşuldur. Bu diş formunun 3B-CAD modelleri şeklinde veya CNC-kodu olarak mevcut olması, istenen dişli kalitesine ulaşmak için önemli değildir. Bununla birlikte, farklı üreticilerin CNC işleme merkezleri kullanılacaksa, CAD modellerinin kullanımı frezeleme stratejisinde daha yüksek bir esneklik ve önemli ölçüde de tezgâh bağımsızlığı sunar (Resim 2).

Profil veya yanak modifikasyonları olmayan evolvent dişliler için çeşitli yazılımlar mevcuttur. Bu geometriler uzun yıllardan beri lazer kesim veya tel erozyon (EDM) yöntemiyle yapılan dişli üretiminde kullanılmaktadır. Profil modifikasyonu (profil yönünde diş üstü ve dibi boşaltmaları) veya yanak modifikasyonu (helis yönünde kenar boşaltma ve bombelik) yapılan evolvent dişlilerde bu geometrilerin kullanılabilirliği daha da sınırlıdır. Hatta diş formu çok daha karmaşık ve evolvent yerine oktoid olan konik dişliler için profesyonel, hızlı ve kullanımı kolay yazılım çözümleri bulmak neredeyse pek mümkün değildir.
Bağımsız ve esnek yazılım çözümleri
Makine elemanları için yenilikçi hesaplama yazılım ürünleri üreticisi GWJ Technology GmbH, 2007 yılından beri uygun yazılım çözümleri geliştirmektedir. 2007’nin sonunda, evolvent silindirik dişliler için geliştirilmiş GearEngineer yazılımının ilk sürümü bir üniversal çok eksenli işleme merkezleri üreticisinde kullanıldı. Silindirik dişlilerde elde edilen bu başarıdan sonra geliştirme çalışmaları daha karmaşık dişliler için devam etti. 2010 başlarında düz ve helisel konik dişli ile Klingelnberg Zyklo-Palloid®-spiral konik dişli hesaplama modülleri devreye alındı (Resim 3).
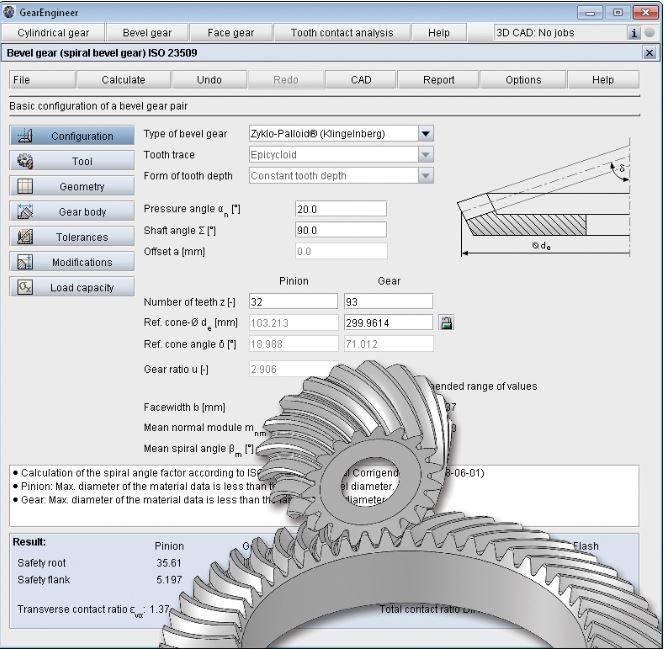
Diş formunun hesabı bir entegre matematiksel üretim simülasyonuna dayanmaktadır. Bu sayede diş formu geometrileri konvansiyonel üretilen dişli çarklarla tam bir uyum göstermektedir ve bunları bir 3B-CAD modeli olarak oluşturmak mümkündür. Bu yazılım geometri hesabına ek olarak DIN 3990 Metod B, ISO 6336 Metod B ve AGMA 2101/2001 esas alınarak yapılacak mukavemet hesapları için ideal bir araçtır.
Tüm girdiler ve/veya bilinen çıktı verileri daha hesaplama sırasında kavrama hataları, minimum diş üstü kalınlığı, alttan kesme ve üretilebilirlik açısından kontrol edilir. Sezgisel kullanıcı ara yüzü, çok fazla eğitim almadan hızlı ve rahat bir şekilde çalışma olanağı sağlar.
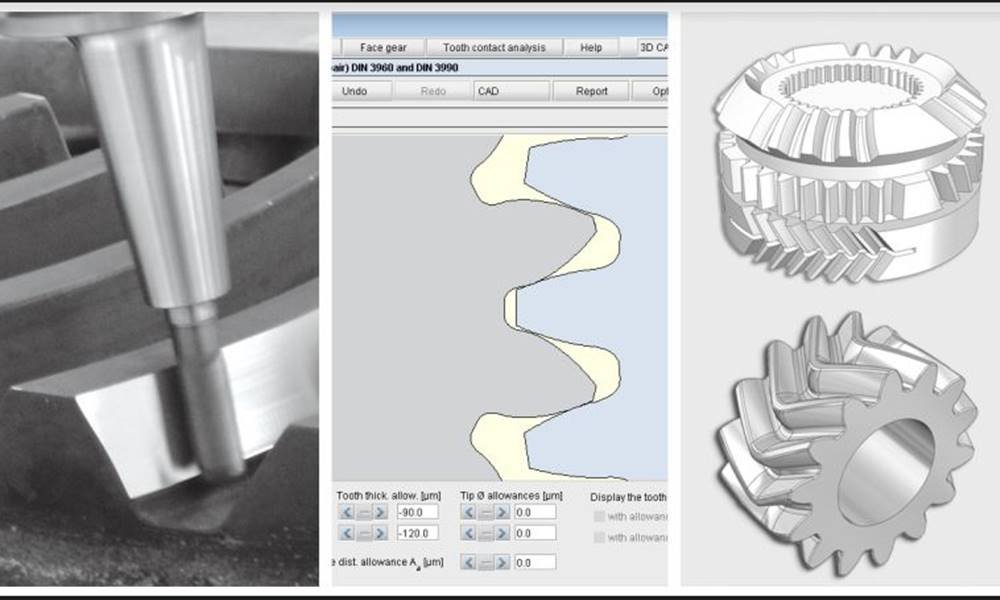
Dişli temas analizi ve temas alanının görselleştirilmesi
GearEngineer yazılımı, temas alanının görselleştirilmesi için yüksüz halde bir diş temas analizi içerir.
Dişli çiftindeki yuvarlanma sürecini; eş zamanlı çarpışma kontrolü ve temas bölgelerinin belirlemesi yardımıyla simüle ederek yüksüz halde bir temas deseni hesaplanır. Temas alanları renklendirilir ve temas deseni doğrudan üç boyutlu diş yanağında gösterilir (Resim 4).

Temas deseninin konumu teknik kabul ve şartlara uymuyorsa, temas deseninde değişiklikler yapılabilir. Temas deseninin üretime başlamadan önce görselleştirilmesi, sıklıkla yapılan ayar döngüleri ihtiyacını ortadan kaldırmakta ve istenen temas deseni anında elde edilebilmektedir. Son yıllardaki kapsamlı deneyimler; simülasyonla elde edilen temas deseninin, serbest biçimde frezeleme sonrası dişli çifti temas bölgesinde yapılan boyama deseni kontrolü ile çok iyi eşleştiğini göstermektedir.
Ayrıca, temas deseni hesaplamasında dişlilerin birbirlerine göre ideal konumlarına ek olarak farklı montaj konumları da dikkate alınabilir. Böylece daha önce hesaplanan rulman deformasyonları temas deseni simülasyonunda dikkate alınabilir. Millerdeki deformasyonlardan, rulman ve gövde rijitliklerinden kaynaklanan yatak deformasyonları, bir sistem hesaplaması yazılımı, örneğin Türkçe dil seçeneği de bulunan GWJ SystemManager ile farklı yükler için belirlenebilir.
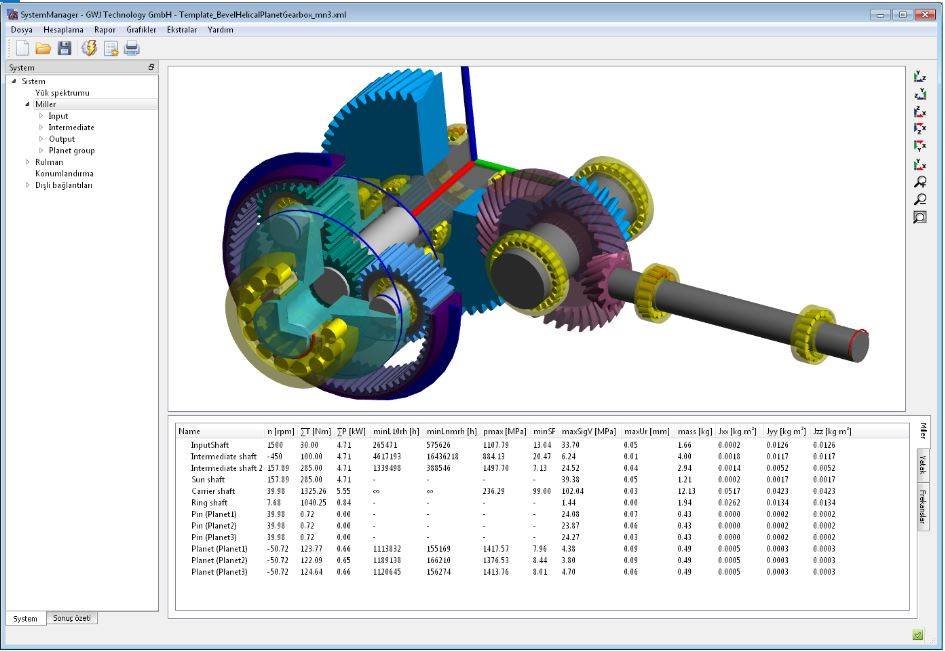
SystemManager gerçek bir sistem ortamı olup; çok milli ve çok kademeli dişli sistemlerini (silindirik dişliler için eş eksenli miller ve paralel eksenli mil, planet dişli mekanizmaları için eş merkezli mil, konik dişliler için silindirik ve planet dişli mekanizmalarıyla birlikte dik mil) doğrusal olmayan sonlu elemanları da dikkate alarak inceleyebilen birleştirilmiş bir FE hesaplamasıdır.
Bir masaüstü uygulaması olarak SystemManager ile, basitten karmaşık sistemlere kadar tüm dişli kutuları ve dönel simetrik mekanizmalar kurulabilir ve tek bir düğmeye basılarak hesaplanabilir (Resim 5).
Uygulamalardan kazanılan deneyimler
Son yıllarda, GearEngineer-CAD modelleri esas alınarak universal çok eksenli işleme merkezlerinde çok sayıda farklı dişliler hem ısıl işlem sonrası hem de öncesi üretilmiştir. Buna örnek olarak iç ve dış silindirik dişliler, büyük modüllü düşük diş sayılı silindirik dişliler, çift helisel-çavuş dişliler, bitişik çavuş dişliler, silindirik dişli segmentleri, düz ve helisel konik dişliler verilebilir. Ayrıca 3m çapa kadar çok sayıda yüksek kalitede Klingelnberg Zyklo-Palloid®-spiral konik dişliler üretildi (Resim 6).

Bu dişli kutuları uzun süreden beri kullanılmaktadır ve geleneksel yöntemlerle üretilen dişli çiftlerine göre herhangi bir farklılık göstermemektedir.
Silindirik dişliler için elde edilebilir ve tekrarlanabilir DIN dişli kalite sınıfları 6 ile 5 arasındadır.
Klimatize odalar gibi özel koşullarda daha da iyi kalite düzeylerine ulaşılabilir.
Konik dişliler için parça boyutuna, işleme stratejisine ve işleme merkezine vb. bağlı olarak, 6 ile 3 arasında DIN kalite sınıfına ulaşılabilir.
Geleceğe bakış
Son dönemlerde verimlilik nedenleriyle, dişlilerin serbest biçimde frezelenmesi 3 veya 4 modülden itibaren tercih edilen bir seçenek olmaktadır. Geliştirme çalışmaları ilerledikçe daha küçük modüllere doğru uygulamalar düşünülebilir. Klasik üretim yöntemleri yüksek adetli seri üretimde ağırlık kazansa da serbest biçimde frezeleme orta ve büyük ölçekli dişli üretiminde, prototip ve tek parça üretimlerinde, düşük adetli seri üretimlerde veya tamir amaçlı üretimlerde avantajlı olmaktadır.
Dişli üretimi pahalı özel takımlara gerek olmadan daha uygun bir şekilde gerçekleştirilebilir. Bu sayede mühendislik ve üretimde inanılmaz bir esnekliğin yanı sıra önceki üretim süreçlerini optimize etmekte de imkân yaratılmış olur.
Özel diş profili tasarlamak şimdi çok kolay
Üretiminizde, örneğin
- 5-Eksenli CNC freze (serbest biçimde frezeleme)
- Tel erozyon
- Lazer kesim
- Kesici takım imalatı veya simülasyonu / FEM analizi
için temel (referans) geometrisi olarak kullanmak üzere gerçek diş formuna ihtiyaç duyuyorsanız; size
- Düz, helisel ve spiral konik dişli çarklar için 3B-CAD verileri
- Silindirik dişliler için 2B-profil ve 3B-CAD verileri
sunabiliriz.
Arzu edilirse aşağıdaki bilgiler de ilave edilebilir:
- Kapsamlı hesaplama protokolü
- Diş boşluğunun 3B yüzey modeli
- CAM programlamayı destekleyecek 3B kılavuz ve sınır eğrileri
- Dişli temas analizi ve temas alanının görselleştirilmesi (Tooth contact analysis TCA)
- Kalite kontrol amaçlı muayene/ölçüm verileri
Uzman ellerden size
Merkezi Almanya Braunschweig’da bulunan GWJ Technology GmbH, makine mühendisliğinde çeşitli standart hesaplama yazılımlarının yanında teknik satış süreçlerinin optimizasyonu için kullanılabilen CAD verilerine sahip müşteriye özel hesaplama ve görsel ürün/ürün grupları seçim araçlarına da odaklanmaktadır. Bunlar basit makine elemanları için standart yazılımlardan, 5 eksenli CNC işlemleri için gerçek 3B-diş formu geometrilerine yönelik özel dişli yazılımına kadar uzanmaktadır. Amaç, yakın iş birliği içinde ve verimli teknolojileri kullanarak müşterilere yeni rekabet avantajlarını sağlayabilmek için en iyi şekilde destek olmaktır. Uzmanlık, yüksek kalite standartları ve en yüksek müşteri memnuniyeti için mükemmel hizmet, şirket felsefesinin temel taşlarıdır.
İhtiyaç halinde şirketimiz size mühendislik hizmetleri veya eğitim programlarıyla uzmanlık bilgileri de sunmaktadır.
Pratik ve yetenekli üçlü olarak nitelendirilen “eAssistant/TBK+SystemManager+CAD Arayüz” yazılım paket veya modülleri; Türkiye ekonomisinin küçüldüğü ve bir de Covit-19 salgını nedeniyle uzaktan çalışmanın ağırlık kazandığı dönemde satın almak yerine 1-3-6-12 aylık sürelerle kiralanabilmekte ve ayrıca bakım sözleşmesi ve ücretlerine de gerek kalmamaktadır.
Bu uygulamanın; makine üretimi sektöründeki, özellikle ihracata yönelik tasarım ve üretim yapan işletmelerin ihtiyaçlarını ertelemeden gerçekleştirebilecekleri bir fırsat olacağını düşünüyoruz.
Daha fazla bilgi için KAPEM Ltd. ile iletişime geçebilirsiniz. Ayrıca YouTube kanalımızdaki basit ve anlaşılır video eğitimlerimizi https://www.youtube.com/c/GwjDe42 linklerinden izleyebilirsiniz.
Türkiye Temsilcisi- KAPEM Endüstriyel Danışmanlık ve Dış Tic. Ltd. Şti.-İstanbul
Dr. Müh. Ender Önöz
Tel: 0216-225 84 58; 0216-465 16 77; GSM: 0532-311 48 59
www.kapem.com; info@kapem.com
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.