Silindirik dişlilerin mukavemetini hesaplamak için çeşitli standartlar mevcuttur. Bu çalışmada 2008’deki düzeltmeler de dahil olmak üzere iki önemli hesaplama yöntemi olan DIN 3990 ve ISO 6336 arasındaki temel farklılıklara değinilecektir. Bu kapsamda özellikle diş yanağında çukurcuk (pitting) oluşumuna dayanım kabiliyeti ve diş dibi mukavemeti dikkate alınmaktadır.
Bir sonraki çalışmamızda da en son yayımlanan ISO 6336:2019 ile 2008’deki son düzeltmeler de dahil olmak üzere bir önceki ISO 6336: 2006 karşılaştırılmasını ele alacağız.
Silindirik dişlilerin dayanım kapasitesini hesaplamak için çeşitli standartlaştırılmış yöntemler mevcuttur. DIN 3990, 1987’deki son versiyonuyla uzun süredir değiştirilmedi, özellikle Avrupa’da yaygın olup ülkemizde de birçok kuruluşlarda kullanılmaktadır. 1996’da ISO 6336 “Düz ve helisel dişlilerin dayanım kapasitesinin hesaplanması” standardının ilk baskısı yayınlandı. ISO 6336 uluslararası geçerliliği olan bir standart olduğu için de buna uygun kullanılmaktadır. Bu yönü ile, özellikle Avrupa dışındaki iletişimi ve spesifikasyonu basitleştirmektedir. ISO 6336 aynı zamanda Avrupa’da ve özellikle rüzgar enerjisi gibi sektörlerde önem kazanmaktadır. ISO 6336’nın temeli DIN 3990’a dayanmaktadır. Sonuç olarak, her iki hesaplama yöntemi de çok benzerdir, ancak önemli farklılıkları da bulunmaktadır. Bu durum hesaplama yöntemini ISO 6336 olarak değiştirirken özellikle önem arz etmektedir. 2006’da ISO 6336’nın revize edilmiş bir versiyonu yayınlanmıştı. Bunda ve 2008’deki düzeltme sayfasında yeni bilimsel bilgilere dayanan çok sayıda değişiklik yapıldı.
Her iki standart da azalan doğruluk derecesine göre sınıflandırılan farklı hesaplama yöntemlerini içermektedir. Ölçülen değerlere ve detaylı analizlere dayanan A Yöntemi en kesin olanıdır, D yöntemi ise çok az veri gerektiren kaba bir hesaplama yöntemidir. Bu çalışmada çok ayrıntılı bir yöntem olması ve herhangi bir ölçüm değeri gerektirmemesi nedeniyle sadece B yöntemi ele alınmıştır.
Yorulma mukavemeti ve ömür faktörleri
DIN 3990 ve ISO 6336 arasındaki en önemli farklardan biri basitleştirilmiş Wöhler eğrisinin kullanılmasıdır (Resim 1).
Yorulma mukavemeti için yük çevrim sayısına (malzemenin tipine bağlı olarak, genellikle 3×106 yük değişiminde) ulaşıldığında diş dibi mukavemeti için söz konusu ömür faktörü 1.0 olur. DIN 3990 standardında bu faktör daha yüksek sayıda yük çevriminde sabit kalırken, ISO 6336 ile 1010 yük çevrimine kadar azalır ve 0,85’e iner, 1010 yük çevriminden daha büyük değerlerde faktör 0.85’te sabit kalır. Bu, yanak yüzey basıncı ömür faktörü için de geçerlidir. Bu yaklaşım, gerçek bir yorulma mukavemetinin olmadığı yönündeki günümüz görüşüyle uyumludur ve doğrudan Amerikan standardı AGMA 2001’den gelmektedir.
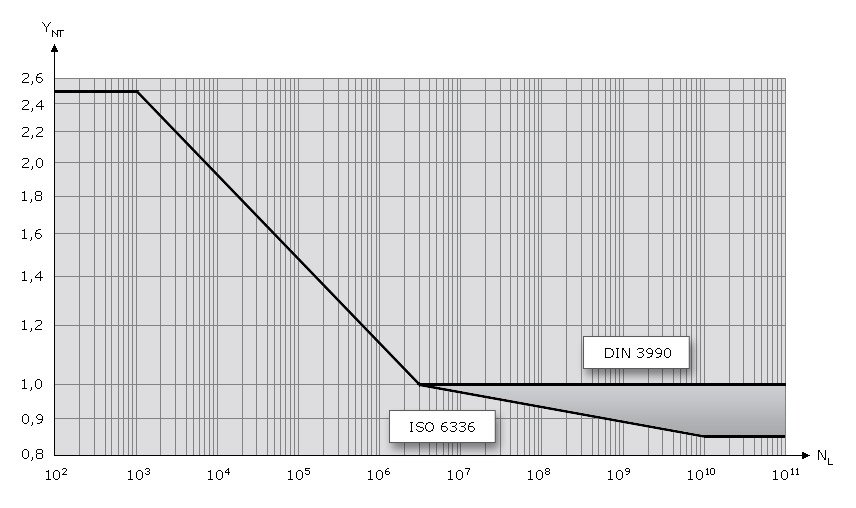
Bu fark, ISO 6336’ya göre yorulma mukavemeti aralığındaki dişlilerde DIN 3990’a göre yaklaşık %15 daha düşük emniyet katsayıları hesaplanmasına neden olur. Ayrıca, ISO 6336’ya göre, optimal malzeme kalitesi ve üretici deneyimi kanıtlanırsa, DIN 3990’a benzer Wöhler eğrisinin de kullanılabileceği söylenebilir. Hesaplamaları karşılaştırırken bu farka özellikle dikkat edilmelidir.
Helisel dişliler
Daha yeni bilimsel araştırmalara, özellikle FVA’nın (Alman Tahrik Tekniği Araştırma Birliği) dayanılarak, yanak dayanım yük kapasitesinin belirlenmesi için ISO 6336’nın 2008 düzeltme sayfasındaki helis açısı faktörü Zβ‘nin hesaplanması DIN 3990’a kıyasla önemli ölçüde değiştirildi. Önceki hesaplama yerine, bu değişiklikle “tersine değer” kavramı getirildi.Doğrudan karşılaştırma Resim 2’de gösterilmektedir.
Resim 2: Helis açısı faktörü Zβ karşılaştırılması
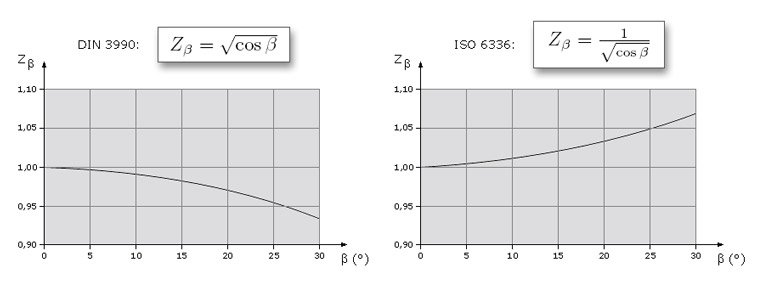
Bu, önceki hesaplamalara göre, büyük bir helis açısının Hertz basıncında bir azalmaya yol açacağı anlamına gelir. Helis açı faktörünün Zβ tersine değeri, DIN 3990’a göre hesaplamaya kıyasla, Hertz basıncında bir artışa ve dolayısıyla silindirik helisel dişli çiftleri için yanak dayanım kapasitesinde bir azalmaya neden olur.
Malzeme çifti ve yüzey pürüzlülüğü
Ayrıca ISO 6336’nın 2006 versiyonunda, dişli yanakları arasındaki müsaade edilen Hertz basıncını hesaplamak ve böylece yanak dayanım kapasitesini belirlemek için kullanılan malzeme çifti faktörü Zw, bir önceki versiyona göre revize edilmişti. Bu faktör, farklı sertlikteki dişlilerle dayanım kapasitesindeki artışı hesaplamak için kullanılır. DIN 3990 (1996) ve ISO 6336 (2006) baskılarında, bu faktör yalnızca dişli çiftinin daha yumuşak olan malzeme yüzey sertliğine bağlıydı. ISO 6336 (2006) versiyonunda artık yüzey pürüzlülüğünün etkisi de malzeme çifti faktörünün hesaplanmasına entegre edilmişti, bu sayede yerel yanak eğrilik değerleri, çevresel hız ve viskozite de bu hesaplamaya dahil edilmiş oldu. Burada, daha sert dişlinin yüzeyi daha pürüzlü ise malzeme çifti faktörünün azaldığı anlamına gelir. Bu ise, sert dişlinin pürüzlü yüzeyinin daha yumuşak dişlinin aşınmasına da yol açabileceği bilgisine dayanmaktadır. Ancak bu aşınma ISO 6336’da bir hasar kriteri değildir. Bu nedenle malzeme çifti faktörü Zw‘nin alt sınırı 1.0 olarak sınırlanmıştır.
Yük dağılımı (genişlik) faktörü
DIN ve ISO arasındaki diğer bir fark, yük dağılımı faktörünün hesaplanması için kavrama sırasındaki yay rijitliğinin (diş rijitliği faktörü) cγ belirlenmesidir. KHβ faktörü, diş yanağı genişliği boyunca yük dağılımını dikkate almak için kullanılır. Eski ISO 6336’da, KHβ‘nın hesaplanmasında, DIN 3990’a kıyasla diş rijitliği faktöründe cy %15’lik bir azalma ile çalışılır. Bu biraz daha küçük yük dağılımı faktörlerine neden olur.
İç dişlilerin diş dibi dayanım kabiliyeti
ISO 6336:2006 versiyonunda iç dişlilerin diş dibi gerilme hesabına yeni bilgiler önemli ölçüde uyarlanmıştır. Bu değişikle artık diş formu, daha önce kullanılmakta olan eşdeğer kremayer yöntemi yerine fellows veya frezeleme/azdırma yöntemlerine göre hesaplanabilmekte ve üretilebilmektedir. Bu sayede, öncekine göre çok daha pratik veriler elde edilebilmektedir. Bu, diş formu ve YF ve YS gerilme düzeltme faktörleri değerlerinde önemli değişikliklere neden olur. Ayrıca, 60° teğet üzerindeki kritik kesit, iç dişliler için yeniden tanımlanmıştır. Şimdiye kadar iç dişlilerde kritik kesit DIN 3990’da ve ISO 6336’nın önceki baskısında 30° teğetleri olarak tanımlanıyordu (Resim 3). İç dişliler için diş dibi dayanım kabiliyetinin daha doğru hesaplanabilmesi genellikle diş dibinde daha yüksek emniyet seviyeleri sağlar. Ancak burada dişli çemberi cidar kalınlığının etkisi de dikkate alınmalıdır.
Resim 3: İç dişlilerde 60° teğetler

Dişli çemberi kalınlığı
Planet dişli veya halka dişliler gibi ince bir çember üzerine açılmış dişlilerde, diş dibinde oluşan ek yükleri hesaba katmak için, halka dişli kalınlık faktörü YB oluşturulmuştur. Burada düşük dişli çember cidar kalınlığı nedeniyle diş dibi gerilimindeki artış; dış dişliler söz konusu olduğunda diş yüksekliği, iç dişlilerde ise normal modül üzerinden dikkate alınır. Dayanım kapasitesinde bir azalma; çember cidar kalınlığı sR < 1,2 x diş yüksekliği ht veya yaklaşık 2,8 x normal modül mn olan dış dişlilerde, sR < 3,5 x normal modül mn olan iç dişlilerde oluşur.
Örnek karşılaştırma
Yukarıda bahsedilen farklılıkların etkisini gösterebilmek için, 2008’deki düzeltmeler dahil olmak üzere DIN 3990 ve ISO 6336 arasında karşılaştırmalı hesaplamalar yapılmış, seçilen birkaç vaka çalışması aşağıda sunulmaktadır. Tablo 1, düz dişlilerde malzeme çifti faktörü, yük dağılımı faktörü ve ömür faktörleri YNT ve ZNT kullanılarak bir karşılaştırma örneğini göstermektedir.
Karşılaştırmada, sadece her etkileyen para metre ayrı ayrı ele alınmış, böylece ilgili yüzde sapması sadece karşılık gelen etkileyen parametre ile ilişkili olarak görülmekte olup bahsedilen diğer faktörlerin birçoğunun karşılıklı etkisi olmamaktadır.
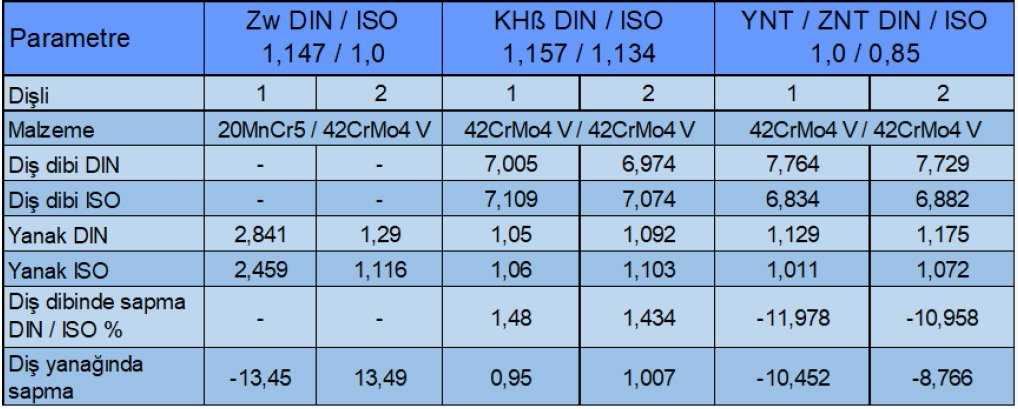
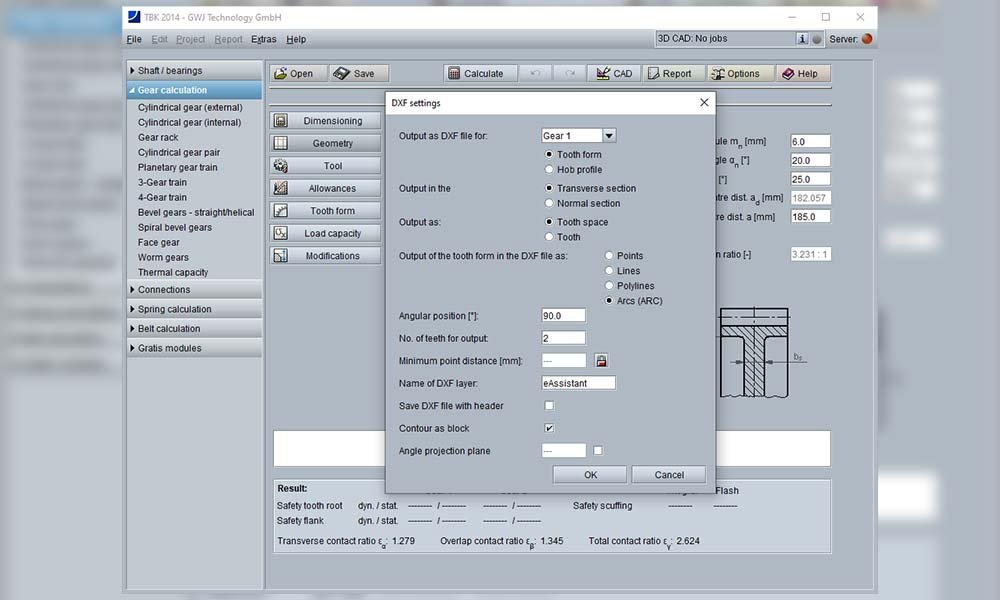
Hesaplamalar web tabanlı hesaplama yazılımı eAssistant ile yapılmış olup burada DIN 3990 ve ISO 6336 seçimi arasında kolay geçiş sağlanabilmektedir. Malzeme çifti faktörünün etkisi, sertleştirilmiş bir dişli çark ile ıslah edilmiş bir dişli çarkın oluşturduğu dişli çiftinde en fazla ortaya çıkmaktadır. İki sertleştirilmiş dişliden oluşan dişli çiftinde DIN ve ISO arasındaki fark oldukça azdır. Basitleştirilmiş Wöhler eğrisi ve ilgili ömür faktörleri için yapılan ayarlamalar ile hesaplanan emniyet katsayılarındaki fark da açıkça görülebilmektedir.
Tablo 2’de görüldüğü üzere, helis açısı faktörünün etkisi değeri arttıkça belirgin bir şekilde artmaktadır. Tablo 3’teki örnek, hesaplamadaki değişikliklerin iç dişlilerin diş dibi dayanım kapasitesini ne ölçüde etkilediğini göstermektedir. Dişli çemberi kalınlığının etkilemediği durumlarda, örneğin büyük halka dişli dış çapı 1.500 mm, fark %30 civarında olup çok büyüktür. Dişli çemberi kalınlığının bir etkisi olduğu durumda, bu etki DIN’e kıyasla ISO’ya göre diş dibi emniyetinde sadece yaklaşık %15’lik bir artışa neden olur. Dişli çemberi kalınlığı ve dolayısıyla çember dişli dış çapı daha da küçültülürse çok küçük çember dişli kalınlıkları ile ISO’ya göre hesaplamalarda DIN hesabına göre daha düşük diş dibi emniyet değerleri elde edildiği görülebilir.

ISO 6336, son yıllarda yeni bilgilerin de dahil edildiği çok daha modern bir hesaplama yöntemidir. 2019 yılındaki revizyonu da bunun bir sonucudur. Bu nedenle sektörlerdeki gelişmeler ve talepler doğrultusunda hesaplamalarda bu standardın tercih edilmesi düşünülebilir. Ancak, DIN 3990’a göre yapılan önceki hesaplamalar değiştirilirken, özellikle yukarıda listelenen farklar dikkate alınmalıdır.

Uzman ellerden size
GWJ Technology GmbH, makine mühendisliğinde çeşitli standart hesaplama yazılımlarının yanında teknik satış süreçlerinin optimizasyonu için kullanılabilen CAD verilerine sahip müşteriye özel hesaplama ve görsel ürün/ürün grupları seçim araçlarına da odaklanmaktadır. Bunlar basit makine elemanları için standart yazılımlardan, 5 eksenli CNC işlemleri için gerçek 3B-diş formu geometrilerine yönelik özel dişli yazılımına kadar uzanmaktadır. Amaç, yakın işbirliği içinde ve verimli teknolojileri kullanarak müşterilere yeni rekabet avantajlarını sağlayabilmek için en iyi şekilde destek olmaktır. Uzmanlık, yüksek kalite standartları ve en yüksek müşteri memnuniyeti için mükemmel hizmet, şirket felsefesinin temel taşlarıdır.
Pratik ve yetenekli üçlü olarak nitelendirilen “eAssistant veya TBK+SystemManager+CAD Arayüz” yazılım paket veya modülleri; uzaktan çalışmanın ağırlık kazandığı bu dönemde satın almak yerine
1-3-6-12 aylık sürelerle kiralanabilmekte ve ayrıca bakım sözleşmesi ve ücretlerine de gerek kalmamaktadır.
Bu uygulamanın; makine üretimi sektöründeki (özellikle ihracat yapan ve savunma sanayi alanında çalışan) tasarım ve üretim yapan küçük ve orta ölçekli işletmelerin ihtiyaçlarını ertelemeden gerçekleştirebilecekleri bir fırsat olduğunu görüyoruz.
İhtiyaç halinde şirketimiz size mühendislik hizmetleri veya uzaktan eğitim programlarıyla uzmanlık bilgileri de sunmaktadır.
Not: Bu çalışmanın orijinal hali Almanca olarak, GWJ Technology GmbH Genel Müdürü Mak.Yük.Müh. Gunther Weser tarafından kaleme alınmış olup “Antriebstechnik “ dergisinde 10/2011 tarihinde yayımlanmıştır. Söz konusu makale Dr. Müh. Ender Önöz tarafından Türkçeye çevrilmiş ve derlenmiştir.
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.