
















Sandvik Coromant, diş tornalama uygulamalarında kontrollü talaş kırma sağlayan yeni bir işleme yöntemini tanıttı. Mevcut CoroPlus® Tool Path yazılımı içinde piyasaya sürülen OptiThreading™,
CoroPlus®Tool Path yazılımı, dış ve iç çap diş tornalama uygulamaları için programlama desteği sunar. Yazılım, optimum verimlilik, takım ömrü ve uygulama güvenliği için eşit dağıtılmış kesme kuvvetleriyle doğru sayıda paso sağlamaya yönelik kesme değerleri parametrelerine dayalı NC kodları oluşturur. Bugün Sandvik Coromant, yazılımı daha da geliştirmek için yeni bir modül tanıttı.
Diş tornalamadaki genel bir problem talaşların robotların, aynaların, takımların ve parçaların çevresine sarılmasıdır. Talaşlar aynı zamanda konveyörlere de sıkışabilir, bu da hasara ve iş durmasına neden olur. Diş tornalama yaparken iyi parça kalitesi elde etmenin anahtarı başarılı talaş kontrolüdür.
OptiThreading™ bu zorluklar göz önünde tutularak tasarlanmıştır. Modül, CoroPlus® Tool Path aboneliğinin bir parçası olarak sunulur ve özellikle CoroThread® 266 takımları ve kesici uçları için geliştirilmiştir.
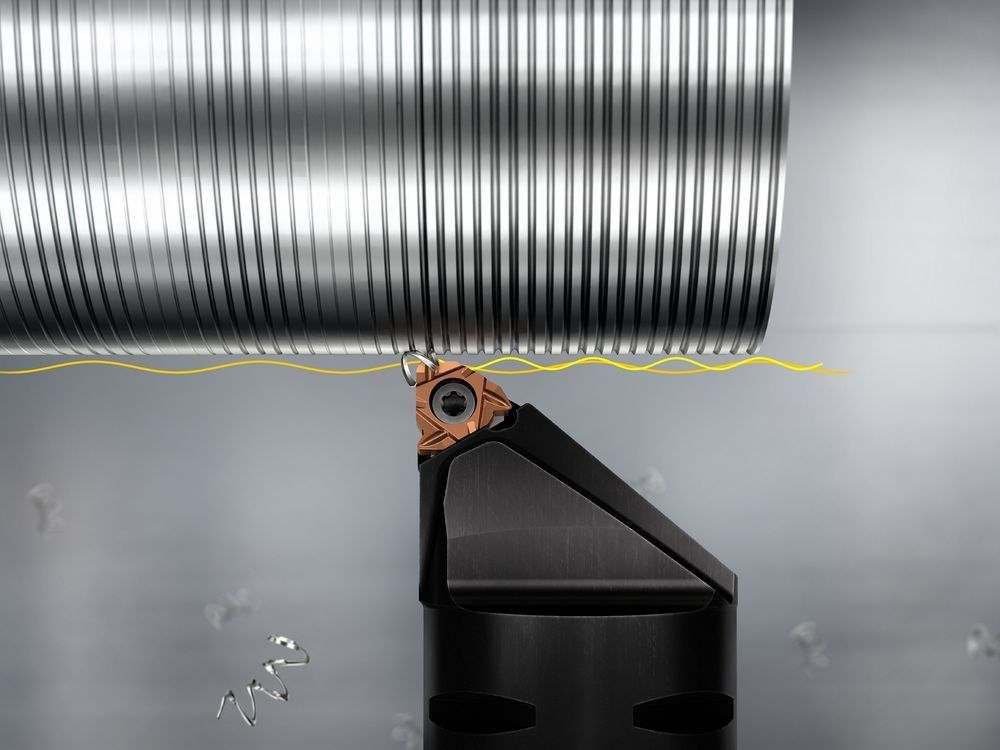
Üreticiler, yöntemi ve yazılımı kullanarak diş tornalama işlemlerini tümüyle optimize edebilirler. CoroPlus® Tool Path, çözümün bir parçası olarak özellikle talaş kontrolünün zorluğunu ortadan kaldıran optimize edilmiş OptiThreading™ takım yollarının geliştirilmesinde kullanıcılara yardımcı olur. Bu, sonuncusu hariç tüm pasolarda kesime giren ve çıkan darbeli kesimler için kontrollü ve salınımlı hareketler sağlayan takım yolları sunarak yapılır.
Bu kesme yönteminin desteklenmesi çeşitli avantajlar sağlar. OptiThreading™ kullanıldığında, parçanın yüzeyine hasar veren ve kesme bölgesinde engel oluşturan uzun talaşlar ortadan kaldırılır ve parça kalitesi iyileştirilir. Aynı zamanda, takıma, parçaya veya talaş konveyörüne sıkışan uzun talaşları ortadan kaldırarak daha az manuel iş yapılmasını sağlar, böylece tezgahın plansız duruşları da azaltılır. OptiThreading™ kullanımı ayrıca kesme hızlarını artırma olanağı sağlayarak devir sürelerini kısaltır ve verimliliği iyileştirir.
OptiThreading™ ve CoroThread® 266’nın birbirine uyan diş çekme ortakları olmasının birkaç nedeni vardır. OptiThreading™ yüksek kesme kuvvetleri oluşturur ve bu kuvvetlere dayanabilecek bir takım kullanılması gerekir. CoroThread® 266, kesici uç indekslemede olağanüstü stabilite sağlayan ve ucun aşırı kuvvetlerin üstesinden gelebilmesini sağlayan bir iLock arabirimine sahiptir. Takım farklı çeşitlerle sunulmuştur ve malzeme ve uygulamaların büyük bölümünü kapsayan farklı kaliteler ve geometriler içerir. Birlikte çalışan yazılım ve donanım çözümleri, zayıf talaş kontrolü tarafından engellenmeden güvenli ve hassas bir şekilde diş çekme olanağı sağlar.
Sandvik Coromant Ürün Müdürü Hampus Jemt şunları söylüyor: “OptiThreading™ diş tornalamadaki en büyük sorunu, yani talaş kontrolü sorununu çözüyor. CoroPlus® Tool Path ile, tornalama optimizasyonuna yönelik bir yazılımı zaten sunmuştuk; CoroThread® 266 ile de güçlü bir takımlama çözümü ortaya çıkardık. Şimdi de OptiThreading™ ile müşterilerin diş tornalama yaparken karşılarına çıkan en büyük sorunlardan birinin üstesinden gelmeleri için onlara yardımcı olabiliriz.
Tezgah imalathanesinin zorluklarını anlıyoruz. İşi hızlı bir şekilde halledilmesi için gelen baskılar planlanmamış iş durmalarını bir kabusa çevirir; bu nedenle talaş kontrolü konusunda risklerden kaçınmak çok önemlidir. Her şeyi kapsayan bu çözümü teklifimiz kapsamında sunmamız üreticilere yeni bir diş çekme yöntemini benimsemeleri için yardımcı olabileceğimiz anlamına geliyor, böylece hem talaş kontrolüyle ilgili endişeleri giderilecek hem de daha yüksek kaliteli parçalar üretebilecekler.”
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.










