
















Antik Roma savaş stratejisi ile Sandvik Coromant ISO P çelik tornalama kalitelerinin ortak özelliği nedir ve bu özellik, tezgah imalathanenizin verimini artırmaya nasıl yardımcı olabilir? Burada, talaşlı imalat sektöründe dünya lideri Sandvik Coromant’ın Ürün Müdürü Rolf Olofsson, karbür kalitelerin kaplama ve alt tabakasının çelik tornalama proseslerinin etkinliği ve verimliliği üzerinde nasıl büyük bir fark yaratabileceğini açıklıyor.
Talaşlı imalat endüstrisinde yaygın bir yanılgı, çelik işlemenin basit bir proses olduğudur. Deneyimli operatörler, ISO P çelik tornalama uygulamasının hiç de kolay olmadığını bilir. Birçok endişeden ilki, ISO P sınıflandırmasında yer alan sünek düşük karbonlu çeliklerden yüksek alaşımlı çeliklere kadar değişen malzemelerin genişliğidir.
İkincisi, farklı çeliklerin sertliği, spektrumun bir ucundan diğerine önemli ölçüde değişiklik gösterir. Uygulama tipi değiştiğinde imalathanelerdeki işleme koşulları da değişir.
Açıkçası, çelik tornalama zorlu bir uygulamadır ve tüm değişkenler göz önüne alındığında, ISO P çeliklerinin sergilediği çok çeşitli özelliklere karşılık verecek bir kalite seçme görevi çok daha zordur.
Tüm işlerle uygun kalite
Bu tip kaliteler için, kopma direnci çok önemlidir. Çünkü kesme kenarının kesme bölgelerinde karşılaşılan aşırı sıcaklıkların neden olduğu plastik deformasyona dayanacak yeterli sertliğe sahip olması gerekir.
Ayrıca kalite kaplamasının da yanak aşınması, krater aşınması ve talaş yığılmasına karşı dayanıklı olması gerekir. En önemlisi, kaplamanın da alt tabakaya sıkı bir şekilde yapışması gerekir; kaplama yapışmazsa, alt tabaka açığa çıkar ve bu durum hızlı bir bozulmaya yol açar.
Bu talepler dizisi göz önüne alındığında, uygulamanıza uygun bir kalite seçerken bilinçli kararlar almanız için çelik tornalama kalitesinin yapısını anlamak çok önemlidir.
Karbür kesici uç yapısı
Tüm karbür kalitelerinde, alt tabaka olarak da bilinen semente karbür göbek bulunur. Alt tabaka, kalitenin tokluğunu ve mukavemetini tanımlar. Plastik deformasyon dayanımı da bu özelliklere dahil edilebilir.
Semente karbür alt tabaka, genellikle kesici uca kenar tokluğu, yapışma ve aşınma direnci özelliklerini sağlayan titanyum karbonitrat (TiCN), alüminyum (Al2O3), titanyum nitrat (TiN) gibi birkaç kaplama tabakası ile kaplanır. Farklı aşınma türlerine karşı üstün direnç için reçete: yanak aşınması, krater aşınması ve talaş yığılması; alt tabakaya yapışma ve daha uzun takım ömrü, kaplama tabakası tasarımının mikroskop altında incelenmesiyle görülebilen detaylar ile sağlanır.
Roma kalkan duvarı
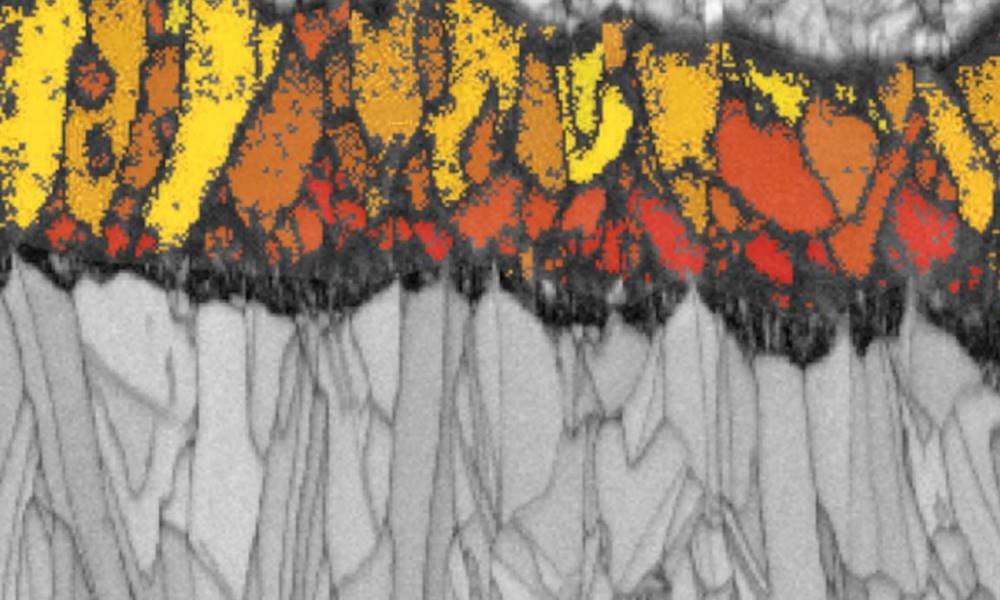
Konvansiyonel alüminyum kaplamada, kristal büyüme yönü Şekil 1a’da gösterildiği gibi rastlantısaldır. Kaplama tabakasındaki büyüme kontrol altına alınarak tüm kristallerin Şekil 1b’de sarı ile gösterildiği gibi aynı yönde hizalanması sağlanabilirse, üstün aşınma direnci elde edilir.
Kristal hizalamanın gücünü anlamanıza yardımcı olmak için Roma tarihinden bir örneği ele alalım. Antik Roma lejyonları kuşatma sırasında yaygın olarak bir kalkan duvarı (Testudo formasyonu) kullanırdı. Bu oluşumda tüm kalkanlar hizalanır ve sıkı bir yapı oluşturularak korunmasız boşluklar önlenirdi. Kalkan duvarı, Romalıların ilerlerken karşıdan gelen saldırılara direnmelerine yardımcı olurdu.
Kaplama tabakasında kristallerin hizalanması benzer şekilde çalışır: sıkı yapıdaki tek yönlü kristaller bir kalkan görevi görerek kesme bölgesindeki zorlu koşullara karşı daha iyi direnç sağlar.
Tek yönlü kristaller
Sandvik Coromant Ar&Ge uzmanlarımız alüminyum kaplamadaki kristal büyümesini kontrol etme yöntemini bularak en güçlü parça üst yüzeyde olacak şekilde tüm kristallerin aynı yönde hizalanmasını sağlamışlardır. Inveio® kaplama olarak bilinen bu patentli teknoloji, kesici uçlara aşınma direnci ve takım ömrü bakımından yeni bir seviye kazandıran devrim niteliğinde bir teknik gelişmedir.
Sıkı yapıdaki tek yönlü kristaller kesme bölgesi ve talaş için güçlü bir engel teşkil eder. Bu özellik, Inveio® donanımlı kalitelerin krater aşınması ve serbest yanak aşınması direncini önemli oranda arttırmasına yardımcı olur. İstenen başka bir etkisi de ısının kesme bölgesinden daha hızlı bir şekilde uzaklaştırılmasıdır, böylece kesme kenarının kesimde daha uzun süre şeklini bozmadan korumasına yardımcı olur. Genel olarak, uzun ve öngörülebilir bir takım ömrü sağlanır.
İkinci nesil Inveio® teknolojisinin piyasaya sunulmasıyla (Sandvik Coromant’ın en yeni çelik tornalama kaliteleri GC4415 ve GC4425‘te bulunur) tek yönlü kaplamanın avantajları daha da geliştirilmiştir. Gelişmiş kristal konumlandırma, daha tutarlı bir performans ve önemli ölçüde yüksek aşınma direnci sağlar.
Darbeli kesim uygulamaları
Şimdiye kadar kesici uç kalitesi seçiminde öncelikli iki hususu yani alt tabaka ve kaplama özelliğini tartıştık. Şimdi kısaca üçüncüsüne bakalım: darbeli kesim uygulamalarında sırasında performans. Bu, önemli bir gereksinimdir ve ani kesici uç kırılmalarının önlenmesinde yardımcı olur.
İşlem sonrası prosesinden geçirilmiş kesici uçları arayın: kesici uç kaplaması üzerine çok ince, keskin seramik parçacıkların bombardıman edildiği bir proses. Güçlendirmek ve mukavemet kazandırmak için kaplama üzerine vuran bir çekiç düşünün. Etkin bir işlem sonrası prosesinden geçirilmiş kesici uçlar, darbeli kesimler sırasında iyi performans sergiler.

Yeni GC4415 ve GC4425 kaliteleri
Sandvik Coromant yakın zamanda iki yeni ISO P çelik tornalama kesici uç kalitesini piyasaya sürdü. GC4415 ve GC4425 kaliteleri, seri ve partiler halinde yapılan üretim düzenleri ile çalışan üreticiler için idealdir.
Orta kısmı Inveio® teknolojisi ile güçlendirilmiş yeni bir alt tabakaya sahip kalitelerin ikisi de güvenilir bir performans ve üstün aşınma direnci sunar. Bunun yanında, kalitelere uygulanan yeni işlem sonrası prosesi, darbeli kesimlerde kalite performansını artırarak ani kırılmaları önler ve her iki kesici uç kalitesinin de geniş bir uygulama aralığında üstün performans
göstermelerini sağlar.
Müşteriler bu kaliteler ile kesme hızını (vc) artırmayı ve ilerleme hızını (fn) katlamayı başardılar. Bir örnekte, genel mühendislik alanında çalışan bir üretici önceden ısıl işlem görmüş 4140 çelik iş parçasında GC4425 kesici uç ile çok yönlü dış çap kaba işleme gerçekleştirdi. Müşteri aynı proses için rakibe ait bir ISO kesici ucuyla kıyaslandığında verimlilikte %100 artış ve devir süresinde %50 düşüş sağlayarak bunların üzerine %30 oranında düşük maliyet elde etti.
ISO P çelikte işleme yapmak ustalık isteyen bir iştir. Bir kalite seçerken alt tabaka tokluğu ve malzeme bilimi ile takımlama teknolojisi alanındaki yeni teknolojik gelişmeler gibi birkaç hususu dikkate alarak, çelik tornalama etkinliğinizde ve tezgah imalathanenizin genel verimliliğinde büyük bir fark yaratabilirsiniz.
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.










