
Arntz Optibelt Grubu olarak bünyemize kattığımız Desch DPC firması, 1 Ocak 2018 tarihinden itibaren Tecnamic markası ile global pazarda yer almaya devam ediyor. Kaplin konusunda 112 yıllık bilgi birikimi ile gerek teknik gerekse tedarik sürecinde kayış-kasnaklarda olduğumuz gibi müşterilerimizin bütün ihtiyaçlarını karşılamayı hedefliyoruz.
Kaplinler temelde bir güç aktarım ekipmanı olup ihtiyaçlar doğrultusunda elastik ve rijit olarak ikiye ayrılmıştır. Elastik olanlar, genellikle metal bağlantılar arasında kullanılan farklı sertlik seviyelerine ait yardımcı elemanlardan kaynaklı olarak bu ismi almıştır. Rijit olanlarda ise iki şaft arasındaki tüm bağlantıların metal olması ile isimlendirilir. Kullanım amaçları ise;
Esnek kaplinlerinde:
- Şaftların esnek bağlantısı
- Hareket ve gücün aktarımı → Tork
- Dairesel titreşimin ve sesin absorbe edilmesi,
- Elektrik yalıtımı
- Miller arasındaki kaçıklıkların giderilmesi
- Emniyet açısından tork sınırlaması
- Düşük bakım maliyeti
Rijit kaplinlerde:
- Hareket ve gücün aktarımı → Tork
- Miller arasındaki kaçıklıkların giderilmesi
- Emniyet açısından tork sınırlaması
Çok adetli lineer olarak uzun şaftların kullanılması durumunda bu çok parçalı mili yataklamak için kullanılan yatak sayısı fazla olacak ve statik olarak belirsiz bir sistem ortaya çıkacaktır. Bu belirsizlikleri ortadan kaldırmak ve kolay montaj sağlamak için rijit kaplinler kullanılır. Aynı zamanda rijit kaplinler döndürme momentini değil aynı zamanda sistemde oluşan eğilme momenti ve eksenel kuvveti de herhangi bir sönüm olmaksızın iletirler. Bu değerleri sağlayabilmesi için eksenel, radyal ve açısal kaçıklıklar; izin verilen ürün ve ölçü bazlı tolerans değerlerine göre montaj yapılmalıdır. Detaylar için kataloglardaki montaj içeriklerini incelemenizi öneririz. Şekil 1’de ise temsili olarak kaçıklık tipleri ifade edilmiştir.
Şekil 1.Sırasyla Eksenel, Radyal ve Açısal Mil Kaçıklıkları
Kaplin seçim kriterleri ise;
- Tork değeri
- Ortam sıcaklığı
- Mil çapları
- Motor ve tahrik edilen makine türüne
göre hesaplamaları yapılıp; üretici firmaların kataloglarından seçimler gerçekleştirilebilir.
Makinadaki seçim yerinin tork değeri: TAN

İlgili formülden hesapladıktan sonra nominal torku hesaplayabilmek için tablolaradan S ve ST değerleri çarpan olarak işleme alınır.
Nominal tork değeri: TKN;
![]()
S = Operasyon faktörü
ST = Sıcaklık faktörü
TAN = Makine torku
Elde edilen nominal tork değerlerine göre kataloglardan seçim yaparken ya o değere eşit olmalı ya da katalog değeri elde edilen değerden büyük olmalıdır.
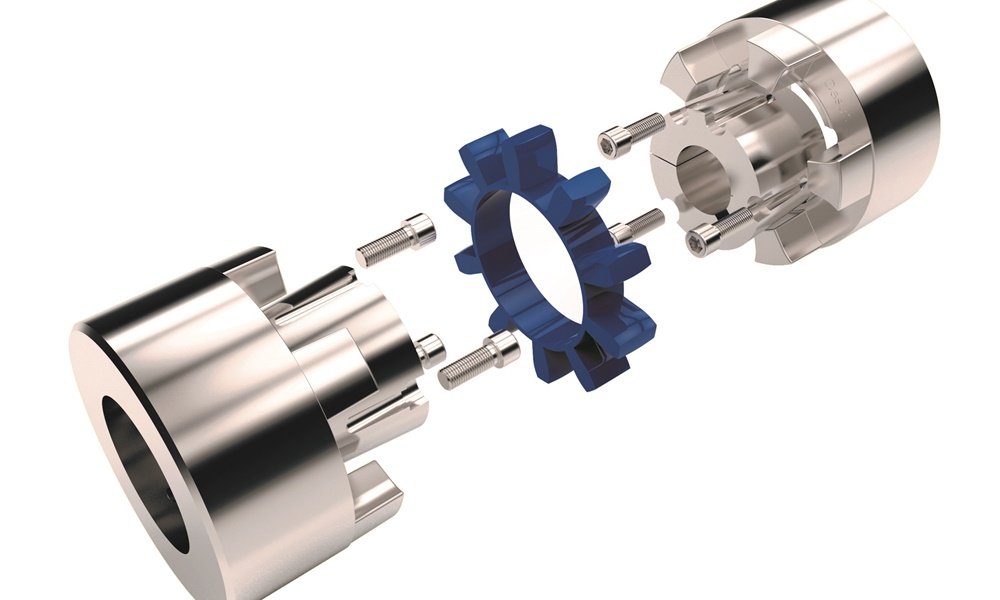
Metal işleme tezgahlarında kullanılan yıldız tipi kaplin (Tecnamic Habix) örneğinin hesaplaması aşağıdaki gibi özetlenmiştir.
- Makine: Takım tezgahı ana tahrik sistemi
- Üç faz motor 225 M
- Motor gücü: P = 45 kW
- Motor devri: n = 1485 1/dk
- Çevre sıcaklığı: +50 °C
Motor çıkışına kaplin takıldığını kabul ederek tork değeri;
TAN= 9550 x 45 (kw) /1485 (1/dk)
TAN= 289,39 Nm olarak hesaplanır
Tablo 1’deki yükleme karakteristiğindeki ifade edilen makine tipine göre S,M,G olarak ifadelerinden uygun olanı tespit edip Tablo 2’de bu bilgiyi kullanarak motor tipine göre emniyet katsayısı seçilir.
Örnek uygulamamız bir takım tezgahı olduğu için Tablo 1’den takım tezgahı ana tahrik sistemi “M” ile ifade edilmiştir. Elektrik motoru kullanıldığı için Tablo 2’den S değerini 1,25 olarak alınır.

Tablo 1-Yük Karakteristik Atama Tablosu (temsilidir)

Tablo 2-İşletim Faktörü ve Sıcaklık için Emniyet Değerleri
Kaplinin seçimi için nominal tork değeri ise;
TKN ≥ TAN x S x ST
TKN = 289,39 x 1,25 x 1,5
TKN = 542,60 Nm olarak hesaplanır.
Hesaplanan nominal tork değerine göre Tablo 3’de yer alan 92 Shore A ve 98 Shore A’dan iki tip belirleyebiliriz.
Sonuç olarak;
Habix 55 – 98 Shore A veya Habix 65 – 92 Shore A uygundur.
Burada dikkat edilmesi gereken son husus ise mil çaplarıdır. Eğer pilot delikli bir kullanım olacaksa maksimum işlenebilecek mil çapları üretici firma kataloglarından kontrol edilmelidir.
Eğer burçlu tip kullanılmak isteniyorsa mil çapına göre burçlar kontrol edilmelidir.

Tablo 3-Optibelt Tecnamic Habix tork değerleri
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.