
















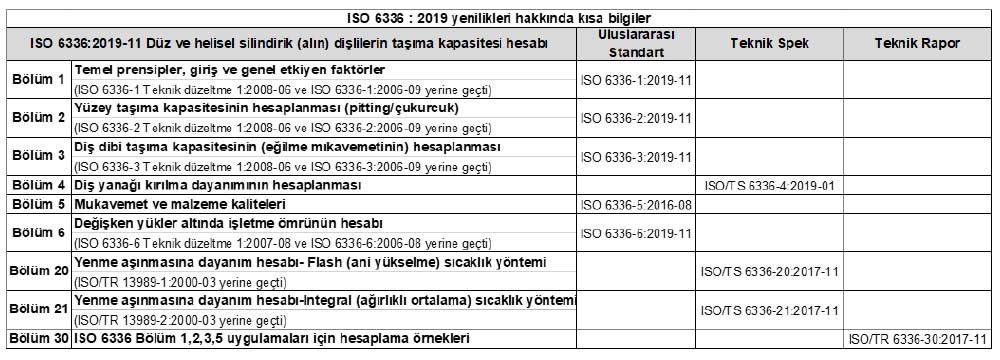
Silindirik dişli mukavemet hesaplarında DIN 3990, ISO 6336 veya ANSI / AGMA 2101 gibi çeşitli standartlar mevcuttur. Bu yazımızda, dünyanın önde gelen uluslararası standardı ISO 6336: 2019-11 (son sürüm) ile önceki sürümü ISO 6336:2006 (2008 düzeltmeleri dahil) arasındaki temel farklılıklara kısaca değinilecektir. Bu kapsamda diş yanağı ve diş dibi taşıma kapasitelerine odaklanılmaktadır. Çeşitli faktörlerin etkisinin pratik bir gösterimi ve sınıflandırması için karşılaştırmalı sayısal örneklere de yer verilmektedir.
Silindirik dişlilerin dayanım kapasitesini hesaplamak için DIN 3990, ISO 6336 veya ANSI / AGMA 2101 gibi çeşitli standartlar kullanılabilir. DIN 3990 [1], 1987’deki son versiyonuyla uzun süredir değiştirilmedi, özellikle Avrupa’da yaygın olup ülkemizde de birçok kuruluşlarda kullanılmaktadır. 1996’da ISO 6336 “Düz ve helisel dişlilerin dayanım kapasitesinin hesaplanması” standardının ilk baskısı yayımlandı [2]. ISO 6336 uluslararası geçerliliği olan bir standart olduğu için de bu tarihten beri kullanılması önerilmektedir. Bu yönü ile dünya çapında müşteriler ve tedarikçiler arasında iletişimi ve spesifikasyonu basitleştirmektedir. ISO 6336’nın temeli DIN 3990’a dayanmaktadır. Bu nedenle her iki hesaplama yöntemi de çok benzerdir ancak artık önemli farklılıkları da bulunmaktadır. Bu durum, hesaplama yöntemini ISO 6336 olarak değiştirirken özellikle önem arz etmektedir. 2006’da ISO 6336’nın ikinci revizyonu [3] yayımlanmış ve 2008 yılındaki bazı düzeltmelerle önemli değişiklikler gündeme getirilmiştir. Bütün bunlar yeni bilimsel bilgilere dayanmaktadır.
DIN 3990 ve ISO 6336:2006 arasındaki temel farklılıklar [4] bu derginin Kasım 2021 sayısında ele alınmıştır. 13 yıl sonra, ISO 6336’nın üçüncü baskısı 2019 yılı sonunda yayımlanmıştır.
Nisan ve Mayıs ayı yazılarımızda, en son yayımlanan ISO 6336:2019 ile 2008’deki son düzeltmeler de dahil olmak üzere bir önceki ISO 6336: 2006 karşılaştırılmasını kısaca ele alacağız.
Bölüm 1: Genel etki faktörleri
- Dinamik faktör Kv’nin hesaplanması biraz değiştirilmiştir (Alt Bölüm 6). Dinamik faktör Kv artık ≤ 2.0 ile sınırlıdır, çünkü Kv > 2 olursa diş yanakları birbirinden ayrılabilir.
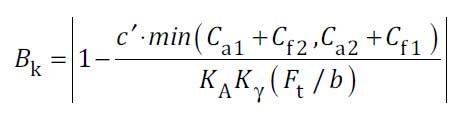
- Yöntem B’ye göre dinamik faktör Kv-B’nin hesaplanması için, faktör Bk hesaplanırken eskiden sadece tepe boşaltması etkisi dikkate alınırken, şimdi hem tepe ve hem de dip boşaltması aşağıdaki denklemdeki gibi dikkate alınmaktadır.
- ISO 6336’nın B Yöntemi, ISO’nun en kapsamlı ve ayrıntılı hesaplama yöntemidir ve bunlar GWJ hesaplama çözümleri eAssistant, TBK ve GearEngineer yazılımlarına dahil edilmiştir.
- Diş dibi ve yanak emniyeti üzerindeki etkiler nispeten küçüktür, yani emniyet değerlerinde genellikle virgülden sonra ikinci veya üçüncü basamaklarda değişiklikler görülebilir.
Bölüm 2: Pitting oluşumuna dayanım (Yanak emniyeti)
- Önemli bilgi: Büyük helis açıları (β > 30°) ve büyük normal kavrama açıları (αn > 25°) için ISO’nun B yöntemini uygularken, hesaplanan sonuçlar yöntem A’da olduğu gibi deneyimlerle doğrulanmalıdır.
- Ayrıca helisel dişliler için en iyi korelasyonun, yüksek doğruluk ve optimal modifikasyonlar kullanıldığında elde edildiğini de bilmekte fayda vardır.
- Artık ZB (pinyon) und ZD (karşı dişli) tekli kavrama faktörlerinin hesaplanması için yeni bir yardımcı faktör fZCa söz konusudur. Bununla helisel dişliler için yanak modifikasyonları daha doğru olarak belirlenir (Alt Bölüm 6.3).
- İç dişliler için yardımcı faktör fZCa’nın bir etkisi yoktur, burada tekli kavrama faktörü ZD = 1 olarak alınır.
- Optimize edilen veya daha hassas hesaplanabilen yanak modifikasyonlarında fZCa = 1.0 kabul edilir, ISO 6336:2006 (2008) ile aynı yanak emniyet değerleri elde edilir.
- Daha hassas bir hesaplama için örneğin; arka planda eAssistant/TBK ile bağlantılı olarak SystemManager yazılımında sonlu elemanlar yöntemi (FEM) kullanılarak diş genişliği boyunca doğrusal (yayılı) yükün dağılımı optimize edilebilir.
- Yanak modifikasyonlarının tecrübi değerlere (fZCa = 1.07) dayanılarak yapılan tasarımlarda veya yanak modifikasyonları olmayan durumlarda (fZCa = 1.2) daha düşük yanak emniyet değerleri ortaya çıkar. Şekil 2’de örnek olarak yapılan hesaplamalarda bu değerlerin %1 ila %9 arasında daha düşük olduğu görülmektedir.
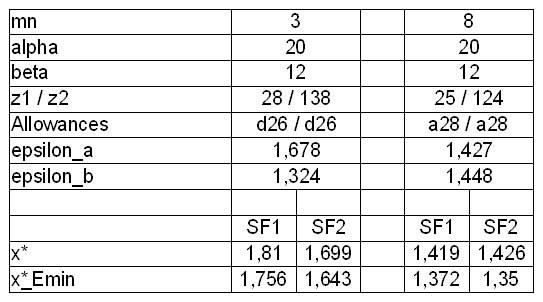
Bölüm 3: Diş dibi dayanımı – x* ve x* Emin karşılaştırması
Yalnızca nominal profil kaydırmanın kullanıldığı DIN 3990 Bölüm 3 ve ISO 6336:2006 Bölüm 3’ün aksine, diş dibi dayanımı (Alt Bölüm 6.1) için artık minimum üretilen profil kaydırma oranı xEmin kullanılmaktadır. Bu, en büyük diş kalınlığı toleransına sahip dişin kalınlığına, yani en küçük diş kalınlığına karşılık gelir.
GWJ Technology, standartları her zaman uygulamaya yönelik bir şekilde yorumladığı ve başından beri diş dibi dayanımını en küçük üretilen profil kaydırma oranı ile hesapladığı için ISO’daki bu son revizyon eAssistant, TBK ve GearEngineer hesaplama sonuçlarında herhangi bir değişikliğe neden olmaz, yani daha önceleri de hep xEmin ile hesaplama yapılıyordu.

Diş dibi dayanımı üzerindeki bu etkiyi daha da vurgulamak için aşağıda örnek bir karşılaştırma verilmiştir (Şekil 3).
İmalat sonrası oluşan en küçük profil kaydırma ile (= en küçük diş kalınlığı) nominal profil kaydırmalı veya boşluksuz dişlilerle karşılaştırıldığında, daha küçük diş dibi emniyet değerleri (örnek hesaplamalarda %3 ila %5 arasında) elde edilir.
Devamını Mayıs çalışmamızda okuyabilirsiniz.
Yararlanılan kaynaklar
[1] DIN 3990: Tragfähigkeitsberechnung von Stirnrädern, Dezember 1987
[2] ISO 6336: Calculation of load capacity of spur and helical gears, Mai 1996
[3] ISO 6336: Calculation of load capacity of spur and helical gears, September 2006, Corrigendum 01/2008
[4] Gunther Weser; GWJ Technology GmbH; Antriebstechnik: „Tragfähigkeit von Stirnrädern – Unterschiede bei der Festigkeitsberechnung nach DIN und ISO“, Oktober 2011
Silindirik dişlilerde mukavemet hesapları DIN ve ISO standartlarına göre yapılan mukavemet hesaplarında farklılıklar (disliteknolojileri.com 11/2021)
Bizimle irtibata geçin
Uzaktan çalışmanın ağırlık kazanması nedeniyle ve son aylarda yaşamakta olduğumuz döviz artışları da dikkate alınarak; eAssistant yazılımının tüm modülleri paket olarak ve arzu edilirse 2D DXF, STEP/IGES, 3D-CAD Plugin eklentisi seçenekleri ile birlikte Türkiye’ye özel bir kampanya kapsamında 1 aylık kiralama fiyatına 12 aylık süreli olarak temin edilebilmektedir.
Bu uygulamanın; makine üretimi sektöründeki (özellikle ihracat yapan otomotiv, rüzgar enerjisi ve savunma sanayi alanında çalışan) tasarım ve üretim yapan küçük ve orta ölçekli işletmelerin ihtiyaçlarını ertelemeden gerçekleştirebilecekleri bir fırsat olduğunu düşünüyoruz. İhtiyaç halinde şirketimiz size mühendislik hizmetleri veya uzaktan eğitim programlarıyla uzmanlık bilgileri de sunmaktadır.
Daha kapsamlı bilgi almak için aşağıdaki iletişim bilgilerimizden bize ulaşabilirsiniz
Türkiye Temsilcisi: KAPEM Endüstriyel Danışmanlık ve Dış Tic. Ltd. Şti.-İstanbul
Tel: 0216-225 84 58; GSM: 0532-311 48 59
www.kapem.com; info@kapem.com
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.










