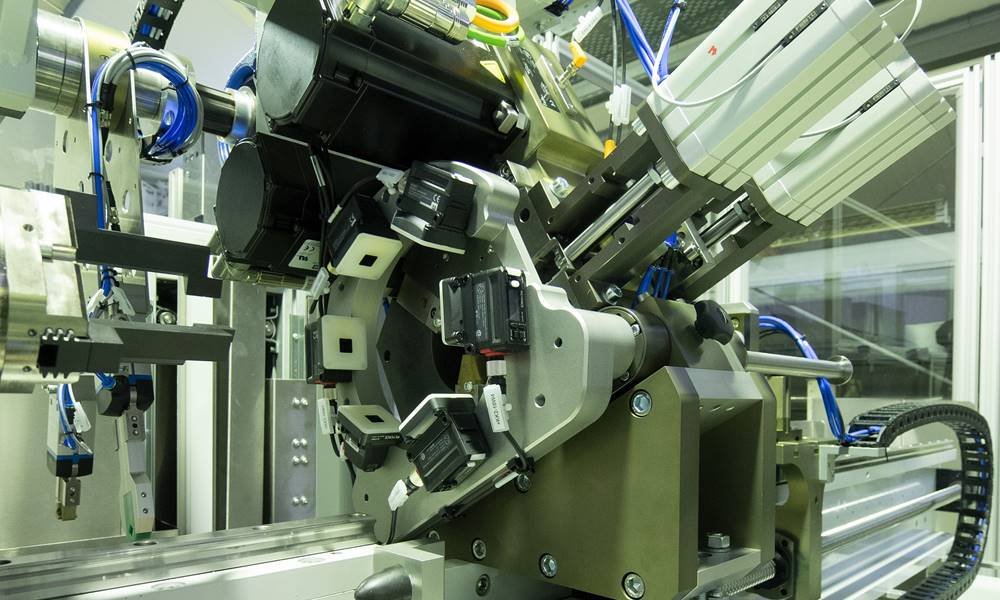
Sandvik Coromant karbür kaliteleri çok daha uzun kullanım ömrü ve daha güvenilir performans sunuyor.
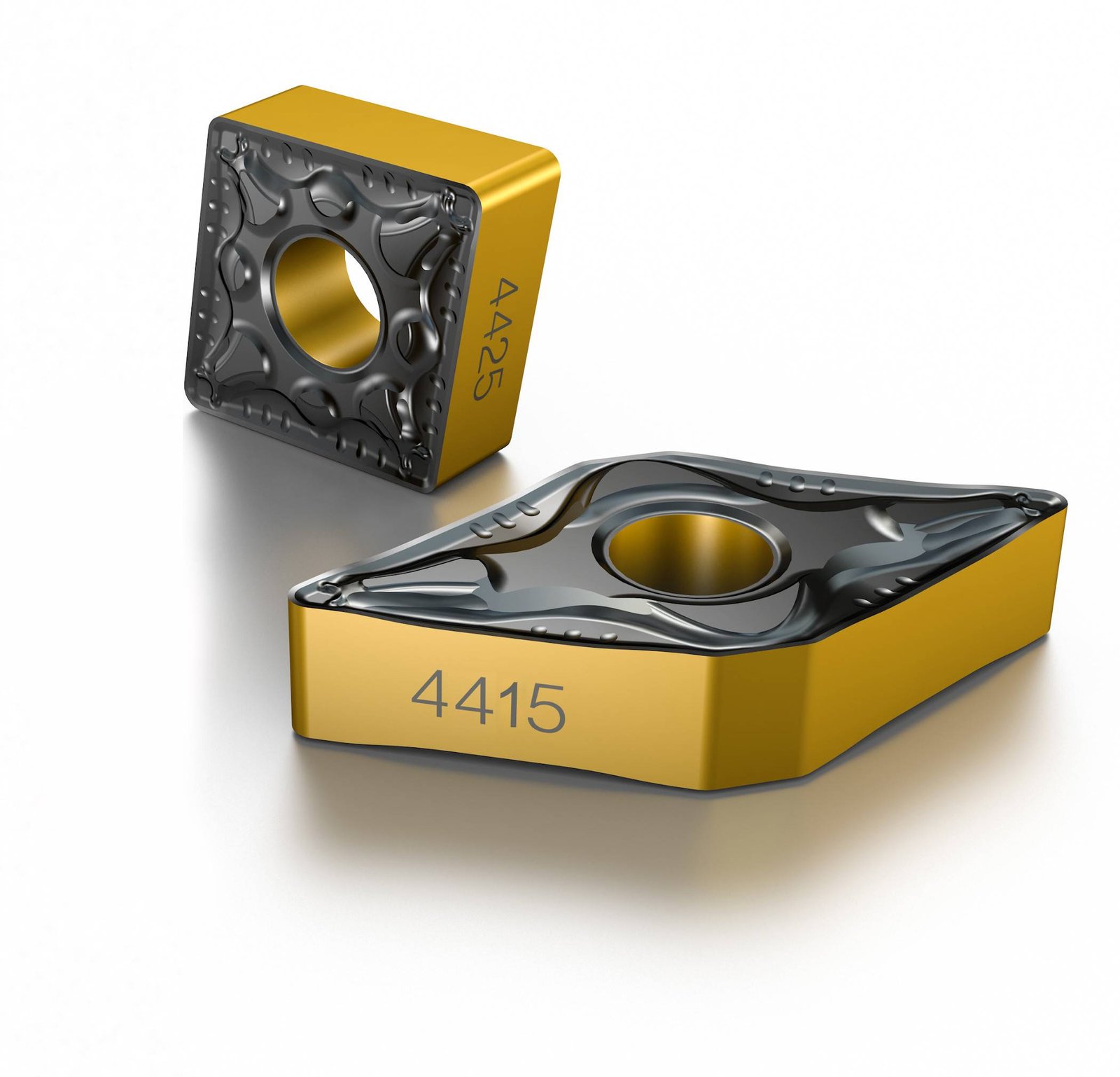
Sandvik Coromant ISO-P çeliklerini işlemek için sunduğu tornalama uçları serisini üst düzeye yükseltiyor. Takımlama uzmanı düşük alaşımlı ve alaşımsız çeliklerin dıştan ve içten işlenmesinde kullanılacak iki yeni karbür kalitesi sunuyor. GC4415 ve GC4425 olarak anılan yeni uçlar yüksek tokluk, ısıl direnç ve öngörülebilir aşınma sunar.
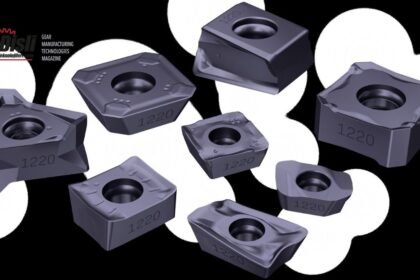
GC4415 ve GC4425 hem toplu hem de adetli kurulumlarda çalışan üreticilere yönelik olarak düşük alaşımlı (P 2.1 ile 2.6 arası) veya alaşımsız (P 1.1 ile 1.5 arası) çelikleri işlemek için idealdir.
GC4425 kalitenin çelik tornalama uygulamalarının büyük çoğunluğunda rakiplerini geride bıraktığı gösterilmiştir. Yeni kalite gelişmiş aşınma direnci, ısı dayanıklılığı ve tokluk sağlar ve böylece uygulama aralığını ciddi oranda genişletir. Hem GC4425 hem de GC4415 sürekli kesimler ve hafif kesintiler olan uygulamalarda ince talaş işlemeden kaba talaş işlemeye kadar kullanılabilir.
Bu arada, GC4415 daha yüksek performans ve ısıl direnç gerektiğinde GC4425’i tamamlamak üzere tasarlanmıştır. Ayrıca yeni malzemeye uygulanan işlem sonrası sayesinde darbeli kesimlerde performans artırılmış, ani kırılmalar önlenmiş, her iki uç kalitesi de geniş bir uygulama aralığında rakiplerini geride bırakmıştır.
“Genellikle tüm üreticiler şu hedeflere ulaşmak isterler: yüksek talaş kaldırma oranı, kenar başına daha çok parça, düşük devir süreleri, minimum atık ve optimum stok kullanımı,” diyor Sandvik Coromant Tornalama bölümü Global Ürün Yöneticisi Johan Anderstedt.
“Toplu üretim için kurulum yapmış üreticiler açısından bu durum aynı zamanda çeşitli çelik malzemeleri aynı kaliteyi kullanarak işleme esnekliği anlamına gelir. Yeni GC4415 ve GC4425 kalitelerimiz bunu elde etmenize yardımcı olabilir — sert ve karmaşık ISO-P malzemelerde bile.”
Geliştirilmiş aşınma direnci
GC4415 ve GC4425 kesici uçların rakip uçlara göre üstün aşınma direncine sahip olduğu görülmüştür; bu durum takım ömrünü uzatmaya ve her kullanımda öngörülebilir performans sağlamaya yardımcı olur. Bu şekilde hem iş parçasındaki hem de kesici uçtaki malzeme atıkları da minimuma indirilir.
Uçların sunduğu üstün aşınma direnci bir alüminyum kaplama tabakası olan Sandvik Coromant’ın ikinci nesil Inveio® teknolojisiyle sağlanır. Inveio’yu benzersiz hale getiren özellik, mikroskop altında görülebilir; malzemenin yüzeyinde tek yönlü dizilmiş kristaller karakteristik olarak bulunur.
Her bir kristal kesme kenarına doğru dizilmiştir; böylece krater ve yanak aşınmasına karşı direnci iyileştiren güçlü bir bariyer elde edilir. Ayrıca ısı da kesim alanından daha hızlı bir şekilde uzaklaştırılır; böylece kesme kenarı keskinliğini daha uzun süre korur. Sonuç olarak takım daha zor aşınır.
Daha iyi sürdürülebilirlik için bu yeni kalitelerdeki karbür alt tabakanın %40’den fazlası geri dönüşümden gelen karbür malzeme içerir. Kalitelerin üretiminde geri dönüşümlü malzeme kullanılmasıyla yeni ham madde tasarrufu sağlanır, üretim için daha az enerji gerekir ve daha düşük CO2 emisyonu ortaya çıkar.
Daha düşük üretim maliyeti
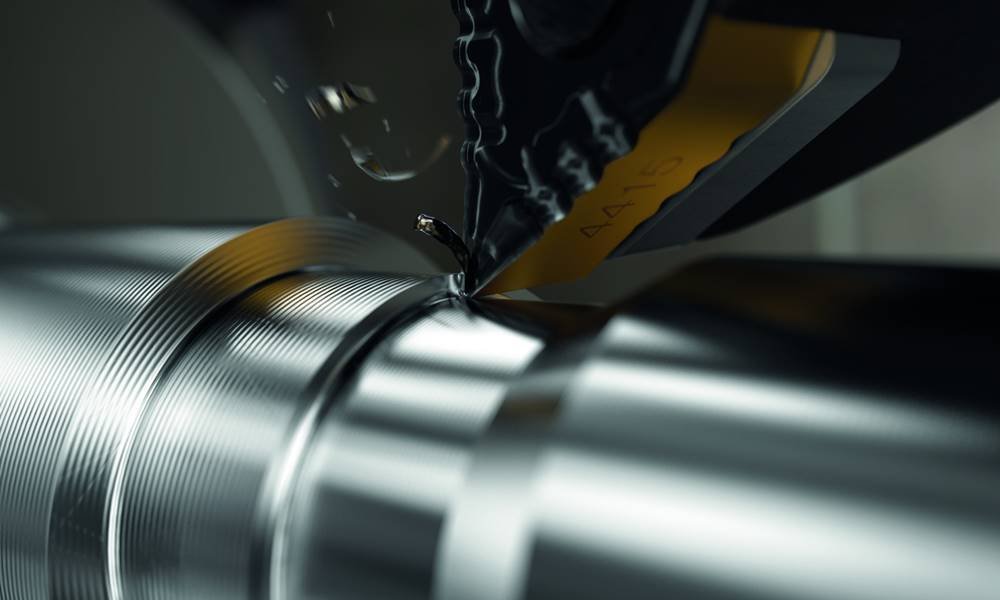
Müşteriler yeni karbür uçları kullanarak kesme hızını (vc) artırmayı ve ilerleme hızını (fn) katlamayı başardılar.
Bir örnekte, genel mühendislik alanında çalışan bir üretici önceden ısıl işlem görmüş 4140 çelik iş parçasında GC4425 uç ile dıştan çok yönlü kaba talaş işleme gerçekleştirdi. Müşteri aynı proses için rakibe ait bir ISO ucuyla kıyaslandığında verimde %100 artış ve devir süresinde %50 düşüş sağlayarak bunların üzerine %30 oranında düşük maliyet elde etti.
Sandvik Coromant müşterilerinin kesim ve ilerleme hızlarını optimize etmelerine ve kendi ihtiyaçlarına en iyi uyan uç ve takımları seçmelerine yardımcı olmak üzere çevrimiçi CoroPlus® Tool Guide ürününü geliştirdi.
Anderstedt sözlerine şöyle devam etti “GC4425 ve GC4415 en zorlu kesme koşullarının bazılarında daha uzun takım ömrü sağladı. Sandvik Coromant’ın yakın iş ortaklığı ve Toolguide ile müşterilerimiz daha yüksek verim, daha düşük parça başı maliyet ve daha karlı üretim sağlayabiliyorlar.”
Sandvik Coromant web sitesini ziyaret ederek çelik tornalama uçlarını ve kalitelerini görebilirsiniz. Veya en yakın satıcı veya distribütöre ulaşarak GC4415 ve GC4425 hakkında bilgi alabilirsiniz.

Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.