















İnce cidarlı rulman bileziği ve yataklarındaki yüksek yuvarlaklık doğruluğu elde etmenin en iyi yolu nedir? Örneğin, makaralı rulman bilye yataklarının son derece hassas olması gerektiğinde, rulmanın uzun yıllar sorunsuzca çalışması nasıl garanti edilebilir? Dış ve iç taşlama operasyonları tek bir bağlamada verimli bir şekilde nasıl gerçekleştirilebilir? Böylece bu tür rulman bilezikleri uygun bir maliyetle üretilebilir mi? STUDER hem bu sorunların cevaplarına hem de gerekli üretim sürecine sahiptir: “Özel Rulman Taşlama Destek Ünitesi.”
Özel rulman taşlama destek ünitesi ve taşlama prosesleri
İnce cidarlı halka şeklindeki iş parçası olan makaralı rulman bileziği deforme olmayacak ve dıştan iç çapa eşmerkezliliği belirlenebilecek bir bağlama sistemi ile tezgaha bağlanmalıdır.
Bu gereksinimlerin hiçbiri standart bir ayna (3, 4 veya 6 ayaklı ayna) ile gerçekleştirilemez. Ek olarak, tüm dış ve iç kontur, mümkün olduğu kadar tek bir bağlama ile işlenmelidir. Bir manyetik aynanın kullanılması genellikle her bir iş parçasının, bir komperatör kullanılarak salgısının düzeltilmesini gerektirir. Bu da çok zaman alan ve otomatik yüklemeye olanak sağlamayan bir ayardır. Bu sebepten dolayı özelikle makaralı rulman endüstrisinde gerekli olan seri üretim yaklaşımı için büyük bir engel teşkil etmektedir.
İnce cidarlı halka şeklindeki parçaları bağlamanın en iyi yöntemi iş parçası desteğinin iş parçasından bağımsız olarak dönmeden sabit şekilde parçayı desteklemesidir. Bunun için tezgahta;
- Rulman taşlama özel destek ünitesi,
- Devri ve parçayı ayarlamak için manyetik ayna olması gereklidir.

2. Yatak Destek ünitesi
3. Dikey Destek Ünitesi
4. Elektromanyetik ayna
5. Manyetik ayna ayakları
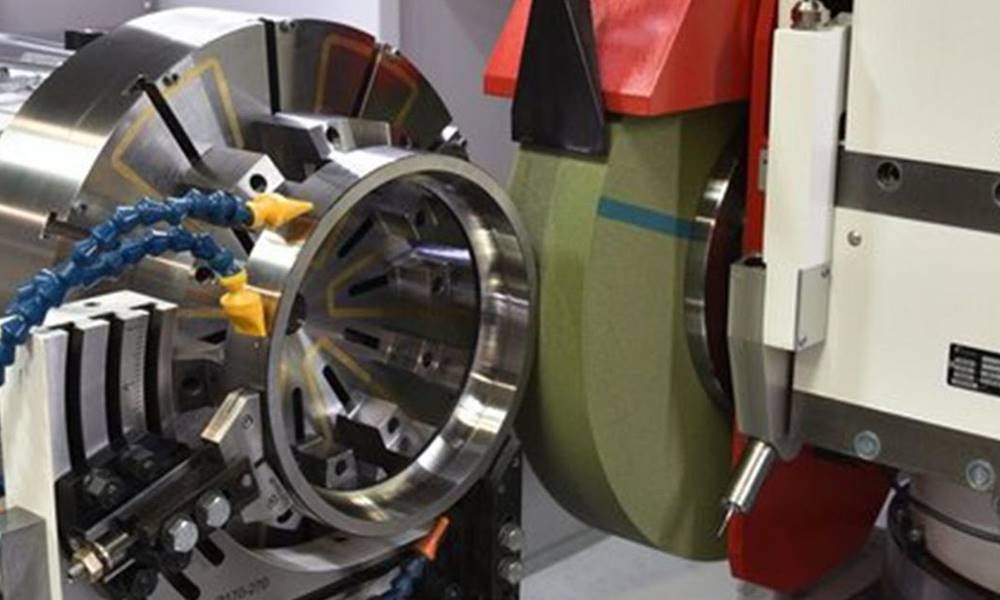
Rulman taşlama destek fikstürü özellikleri
Yukarıdaki resimde, özel rulman taşlama destek ünitesi özelliklerini gösterebilirsiniz. Montajın daha iyi görülebilmesi için iş parçası kasıtlı olarak çıkarıldı. STUDER üniversal rulman taşlama destek fikstürleri, 10 ila 460 mm çap aralığını kapsayan, çeşitli dereceli boyutlarda mevcuttur. Gösterilen fikstürlere ek olarak, hızlı değiştirilen çene plakaları kullanılarak yeni bir iş parçasına hızlı geçişe izin veren parça ailelerinin seri üretimi için versiyonlar da vardır.
Elektro manyetik ayna ayarları

Elektromanyetik ayna, iş parçasını dönüş yönünde hareket ettirir ve böylece iş parçası belli bir hızla dönmeye başlar. Ek olarak, ayna iş parçasının yüzü ile temas ederek iş parçasını nominal konumunda tutar. Bu, tam olarak ayna ile iş parçası yüzü arasında küçük bir bağıl hareketin meydana geldiği yerdir, çünkü destek ayaklarının merkez çizgisi merkezden kaçık yerleştirilmiştir: İş parçası boyutuna bağlı olarak, ya eşmerkezli kutuplar daha küçük iş parçaları (yaklaşık 80 mm’ye kadar) için ortak olan eş merkezli kutuplarla birlikte seçilir.
Eş merkezli kutup elektromıknatısları, bir müşterinin mevcut herhangi bir ürün yelpazesine uyacak şekilde çeşitli sabitleme aparatlarına sahip olabilir. Elektromanyetik aynanın tahrik ve tutma kuvveti farklı adımlarla programlanabilir. Bu, özellikle hassas işlemler için tutma kuvvetinin CNC programı aracılığıyla kısa bir süre azaltılabileceği ve daha sonra aynı programda daha yüksek bir kenetleme kuvveti gerektiğinde artırılabileceği anlamına gelir. Manyetik kuvvet, mıknatıs kontrol ünitesi üzerinde 16 farklı adımda ayrı ayrı programlanabilir. Birkaç elektromanyetik tabla kullanılması gerekiyorsa, elektrik bağlantısı aynanın doğrudan arkasındaki fiş kontaklarıyla yapılır.
Taş kafası konfigürasyonları
En büyük öncelik, bir rulman bileziğin iç ve dış çaplarını aynı anda taşlamaktır. Bu da iç çapın dış çapa göre mükemmel eşmerkezliliğe sahip olmasını, ölçüsel kararlılık için stabil sıcaklık sağlanması, işletme sermayesi miktarının azaltılmasının sağlanmasına olanak sağlar. Tüm bunları yapabilmek için taş kafasının aşağıdaki gerekli olan taşlama aksesuarları ile donatılması gerektiği anlamına gelir: Dış taşlama taşları, iç taşlama taşları, ölçüm sistemleri. 1″ açı tekrarlama hassasiyetine sahip B ekseni (örneğin S41 tezgahı ile).
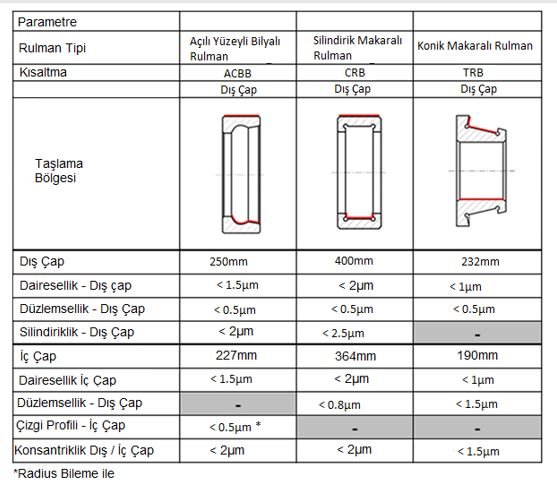
Taşlama hassasiyetleri
Tablo, bir STUDER silindirik taşlama tezgahında özel rulman destek ünitesi ile neler yapılabileceğini göstermektedir. Bu değerler, çeşitli müşteri projeleri ve taşlama testleriyle onaylanmıştır, ancak bu hassasiyetleri elde etmek için bağlama yüzeyi (sol ön) mükemmel düzlemselliğe sahip olmalıdır.
Bu ürünle ilgili talep oluşturun
Yazıda yer alan ürün veya çözüm hakkında, ilgili firmayla doğrudan iletişime geçmenizi sağlayalım.










